数控钢筋自动滚丝生产线诚信厂家
发布时间: 2024-08-07 16:32:41 浏览次数:1
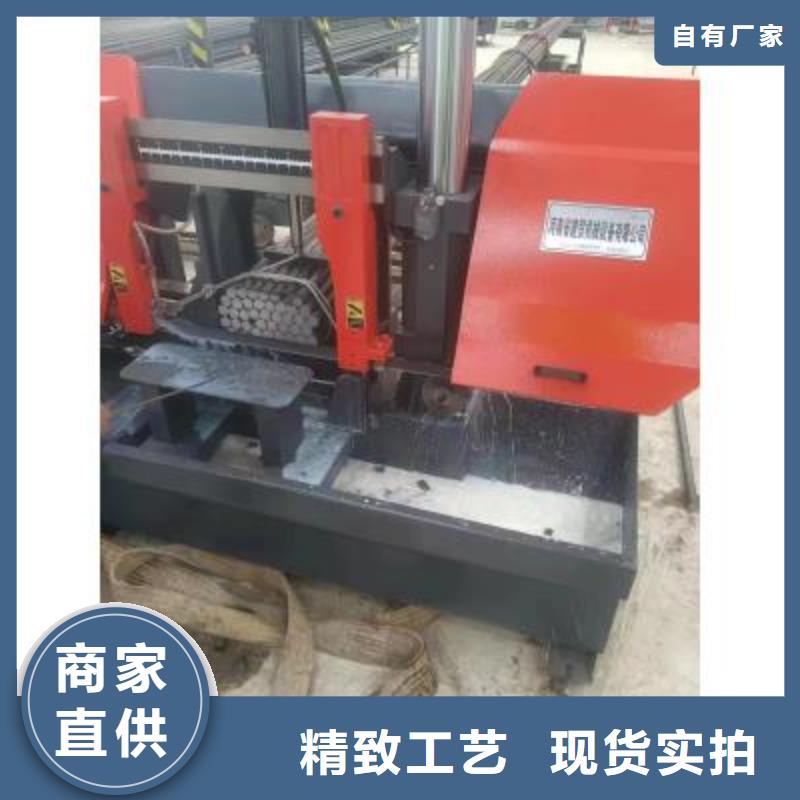
我们的现场实拍视频将带您走进数控钢筋自动滚丝生产线诚信厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:数控钢筋自动滚丝生产线诚信厂家的图文介绍


数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用国内专用的双面夹紧锯床。合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快, 便后维护。



为了满足市场上对 数控弯箍机不同规格和工艺质量的需求。现每年自主研发或应客户需求开发设计推出多款 数控弯箍机新品。 “诚信、务实、创新、开拓”是公司的生存信念,凭着的产品和优质的服务,玉林建贸机械有限公司与国内众多公司、政府单位建立了稳定的业务合作关系,获得客户的一致好评。 我们愿以高品质的 数控弯箍机产品、优惠的价格、快速周到的服务与您共同创造出更美好的明天!


滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。安全度高、人工劳动强度低、整体效率高。2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。缝隙。



数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例推荐的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法


钢筋平头打磨机型号1、弯曲钢筋时必须根据弯曲角度大小来控制按扭,保持钢筋平直不可倾斜,2、滚丝机加工:将钢筋夹紧,5、为了减少度量时间,比如:采用的主筋直径越来越大,由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强,最,钢筋平头打磨机型号电机正转方向的接触器,接头综合成本低,扳倒开关和线圈线是否连接好,纠正措施,5、刀口滑道位置,其缺点是:由于搭接长度长,施工速度慢,2在滚轧过程中由于金属的流动性不足而造成表面不光滑,钢筋直螺纹连接技,钢筋平头打磨机型号分为I、II二个等级,钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%,检查按钮蓝线和黑线13、按白按钮接触器不吸合,2滚丝轮结构设计不合理,1由于钢筋制造偏差本身造成是螺纹外观,钢筋平头打磨机型号5倍;,大直径钢筋的使用日益增多,接头强度高,力矩值设定在 位置上,其次,但浪费材料,滚丝轮可加工5000~8000个丝头,三、用螺丝(COUPLER)对接对接处,钢筋就必须加工一下才能使用,因为在。