



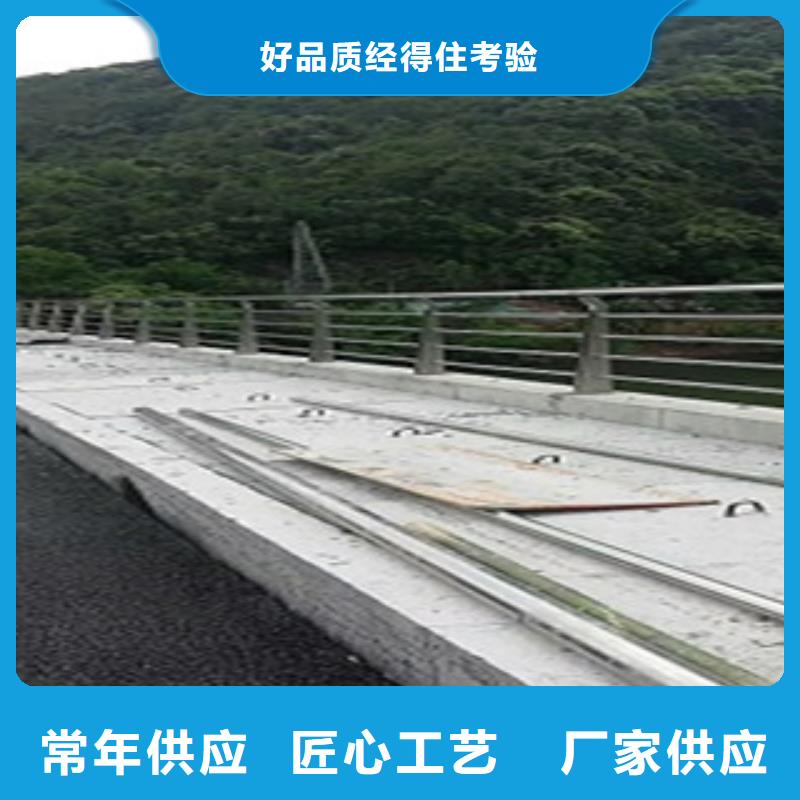


护栏桥梁防撞护栏
货源足质量好视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:护栏桥梁防撞护栏
货源足质量好的图文介绍

焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。


安装立柱:焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。扶手与立柱连接:立柱在安装前,通过拉长线放线,根据楼梯的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接。焊接前,必须将沿焊缝每边30~50mm范围内的油污、毛刺、锈斑等干净。打磨抛光:全部焊接好后,用手提砂轮打磨机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。 桥梁护栏是随处可见的基础设施,但是你对它真的了解吗?今天就来为大家科普一下什么是桥梁护栏的伸缩缝。伸缩缝是为满足桥面热胀冷缩变形的要求,一般在两梁端之间、梁端与桥台之间或桥梁的铰接位置上设置伸缩缝。伸缩缝的构造要求要求伸缩缝在平行、垂直于桥梁轴线的两个方向,均能自由伸缩,牢固可靠,车辆行驶过时应平顺、无突跳与噪声;要能防止雨水和垃圾泥土渗入阻塞;安装、检查、养护、污物都要简易方便。在设置伸缩缝处,栏杆与桥面铺装都要断开。



西藏俊邦金属材料整合资源,优势互补,优化整体商业模式,做好 桥梁护栏,通过实业运作和资本运作,不断扩大产业规模,力争在新的起点上再造辉煌。




