厚铅板优质供货厂家
发布时间:2024-09-15 00:38:24 浏览次数:1
以下是:厚铅板优质供货厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 185/平米 |
|---|
| 发货期限 | 1~3个工作日 |
|---|
| 供货总量 | 8562 |
|---|
| 运费说明 | 根据地区按重量计算 |
|---|
| 最小起订 | 5 |
|---|
| 质量等级 | 合格 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 铅 |
|---|
| 产品品牌 | 博瑞达 |
|---|
| 产品规格 | 定制 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | GU-52 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 规格不同重量不同 |
|---|
| 产品颜色 | 银灰 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 可加工 |
|---|
| 适用领域 | 医院工业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
| 产品功率 | 无 |
|---|
| 工作温度 | 适宜 |
|---|
以下是:厚铅板优质供货厂家的图文视频
导读 厚铅板优质供货厂家,安徽省淮北市博瑞达有限公司为您提供厚铅板优质供货厂家的资讯,联系人:高经理,电话:400 1531 699、15666354231,QQ:15666354231,发货地:聊城经济技术开发区当代国际广场发货到安徽省 淮北市 杜集区、相山区、烈山区、濉溪县。 安徽省,淮北市 淮北市,别称相城,安徽省辖地级市,地处安徽省北部,地势自西北向东南微倾,属暖温带半湿润季风气候区,总面积2741平方千米。截至2022年10月,全市下辖3个区、1个县。截至2022年末,淮北市常住人口195万人。
淮北厚铅板优质供货厂家山东博瑞达辐射防护工程有限公司
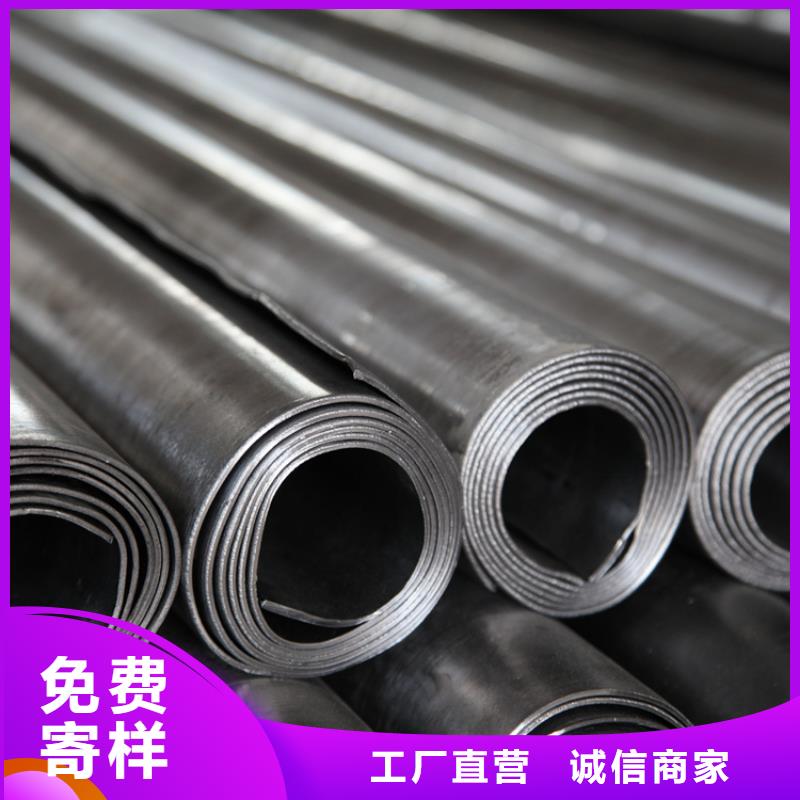
防辐射铅板是用铅块、铅锭或者金属铅,通过加热融化,然后经过专业机器压制而成的片状具有吸收隔离射线的板材
铅板规格
防辐射铅板常见的规格厚度从0.5毫米到500毫米不等,根据用户需要可以进行定制加工,一般常见的宽度为一米,长为两米的卷材,我厂采用专业的铅板压制机器,可以生产规格宽度高两米,长度30米的铅板
防辐射铅板用途
铅的用途很广泛,因其具有很强的防腐蚀性,耐酸碱性,所以常见的用途为铅酸电磁方面的制造,也因其比重大,也用于配重等,铅的原子序数为82,具有良好的能量吸收特性,且易获得,是一种用以屏蔽高能电离辐射的理想材料,所以生产出来的防辐射铅板,多用于医院或者核磁场所以及射线源头的防辐射工程
铅门缝隙要尽快并且及时解决,一般得话要寻找技术的技术人员去处理。因为防辐射铅门的能力和性是非常强的,小编建议不要随意动,以防出现更多的问题。250~500毫希沃特可能引起血液变化。但无严重伤害,500~1000毫希沃特血液发生变化,且有一定损伤,但无倦怠感,1000~2000毫希沃特损伤,可能发生轻度放射病。容易。2000~4000毫希沃特明显损伤,能引起中度放射病,能够,4000~5000毫希沃特能引起重度放射病。虽经但受照者50%可能在30天内死亡。其余50%能恢复。大于6000毫希沃特引起严重放射病,可能致死,由上表可看出,人体一次受到250毫希沃特以下的照射不会发生损伤,所以天然辐射、照射和核工业厂矿、核电厂正常运行的辐射照射。铅门薄板焊接时应注意的6个细节铅门薄板通常指厚度>2mm的钢板,薄板的焊接主要困难在于容易出现变形、烧穿、焊缝成形不良等诸多问题,因此,在铅门薄板焊接时应注意下面6个细节。1)在焊接时,应采用短弧、快速直线形、直线往复运条的方式,从而较小熔池以及整齐的焊缝表面。2)装配间隙越小越好,较大时不可超过0.6mm,坡口边缘的切割熔渣与剪切毛刺应干净。xpsxlc23)对于可移动的焊接,我们可将焊件的一头垫起,从而让焊件倾斜呈现150至200,进行下坡焊。这样可焊速、降低熔深,对避免烧穿、降低变形非常有效。4)应采用小直径的焊条进行焊、焊接。铅门的定焊缝呈现点状,间距应小。若间隙较大焊的间隙应相对减小。5)对于不可移动的焊件,可使用灭弧焊的方式,就是在焊接过程中若发现熔池将要塌陷时,马上灭弧让铅门的焊接温度降低,然后再进行焊接过程。6)在对两块铅门薄板进行焊接时,对口位置的焊条应上下错开,且不可超欧股薄板厚的部分要求高的焊件,错边应大于0.2mm至0.3mm。铅板
borui



铅板要是厚的必须做龙骨架,先做龙骨架,然后把铅板安装到龙骨架上就可以。薄铅板可以直接镶到墙面上,先用能胶涂到铅板上,然后粘到墙面上,为了使铅板牢固可以用钢钉把铅板四个角钉上,钉子孔必须用比钉子大的铅板,把钉子孔粘住。由于铅板是一张一张的,接口处理问题,好是铅板,边压边,不要留缝隙,这样射线才能漏不出去。
体表面可采用不锈钢、彩钢板等多种
把防护板裁成需要使用的尺寸,用钢钉打到墙面上,防止防护板脱落可多打几处用来固定,打过钢钉的地方用铅板裁成小四方块,用能胶将其粘到打钢钉的地方和防护板连接处的缝隙即可。工艺流程:找线定位→核查预埋件及洞口→铺涂防潮层→龙骨配制与安装→钉装防护面板找位与划线:木护墙、木筒子板安装前,应根据设计图要求,先找好标高、平面位置、竖向尺寸,进行弹线。核预埋件及洞口:弹线后检查预埋件、木砖是否符合设计及安装的要求,主要检查排列间距、尺寸、位置是否满足钉装龙骨的要求;量测门窗及其他洞口位置、尺寸是否
铅板安装工艺1、工艺流程:找线定位→核查预埋件及洞口→铺涂防潮层→龙骨配制与安装→钉装防护面板如果企业有了很高的品牌度,我们1会选择这一家,都会觉得这家的产品不管是仍是功能都很不错。付框中间一般还要有加强筋以保证墙板的机械强度,本身就形成了一层很薄的氧化层,可以连续丝纹不锈钢刷连续水平抵触。3.看价格。
总结 厚铅板优质供货厂家,安徽省淮北市博瑞达有限公司为您提供厚铅板优质供货厂家产品案例,联系人:高经理,电话:400 1531 699、15666354231,QQ:15666354231,发货地:经济技术开发区当代国际广场。