

数控钢筋弯箍机绕筋机进行操作的时候,具体是如何操作的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机是怎么操作的!
1、检查数控钢筋弯箍机的机械性能是否良好、工作台和弯曲机台面保持水平;并准备好各种芯轴工具挡。
2、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。
3、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可使用数控钢筋弯箍机作业。
4、数控钢筋弯箍机未达到正常转速时,不得切料。切料时,应使用切dao中的中、下部位,紧握钢筋对准刃口迅速投入,操作者应站在固定dao片一侧用力压住钢筋,应防止钢筋末端弹出伤人,严禁用两手分在dao片两边握住钢筋俯身送料。
5、不得剪切直径以及强度超过机械所规定的钢筋与烧红的钢筋,一次切断多根钢筋时,其总截面积应在规定范围内。
 搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的小搭接量与点焊相同。搭接滚焊通常用的双面滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、绕筋机铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
 建贸机械设备有限公司
建贸机械设备有限公司
 用途概述
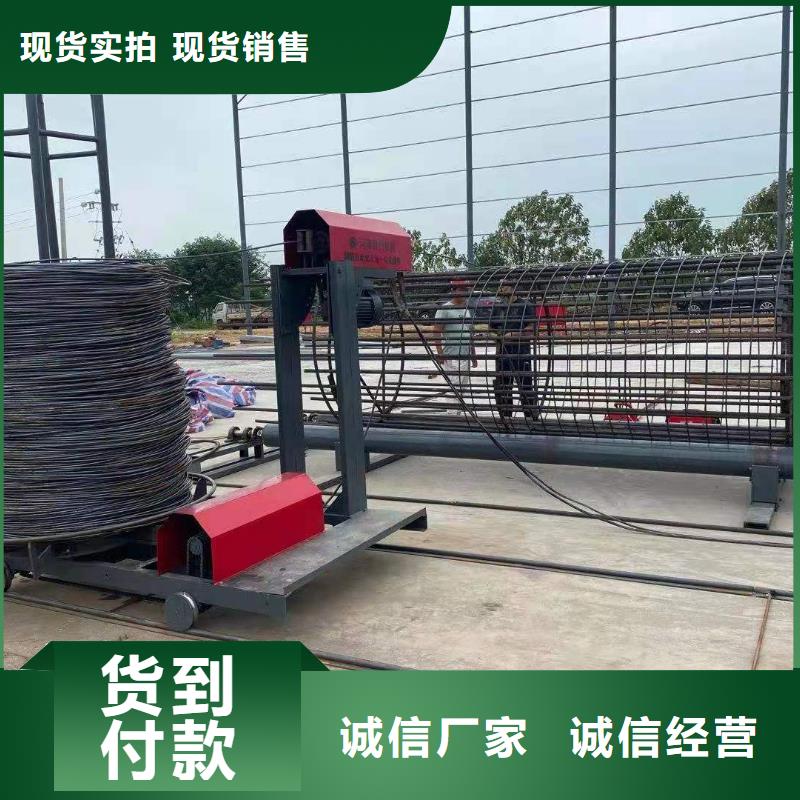
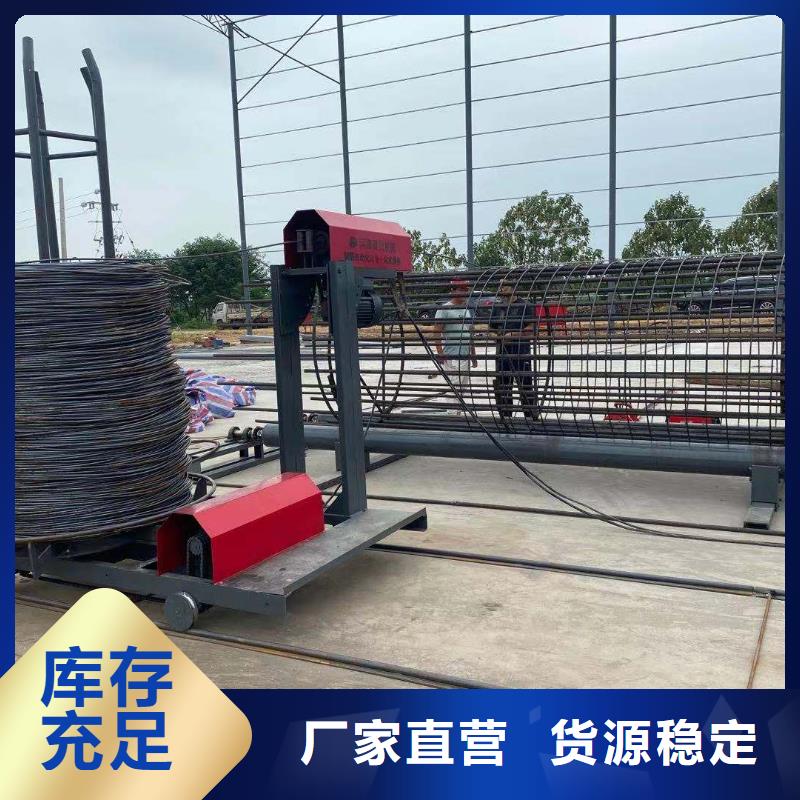
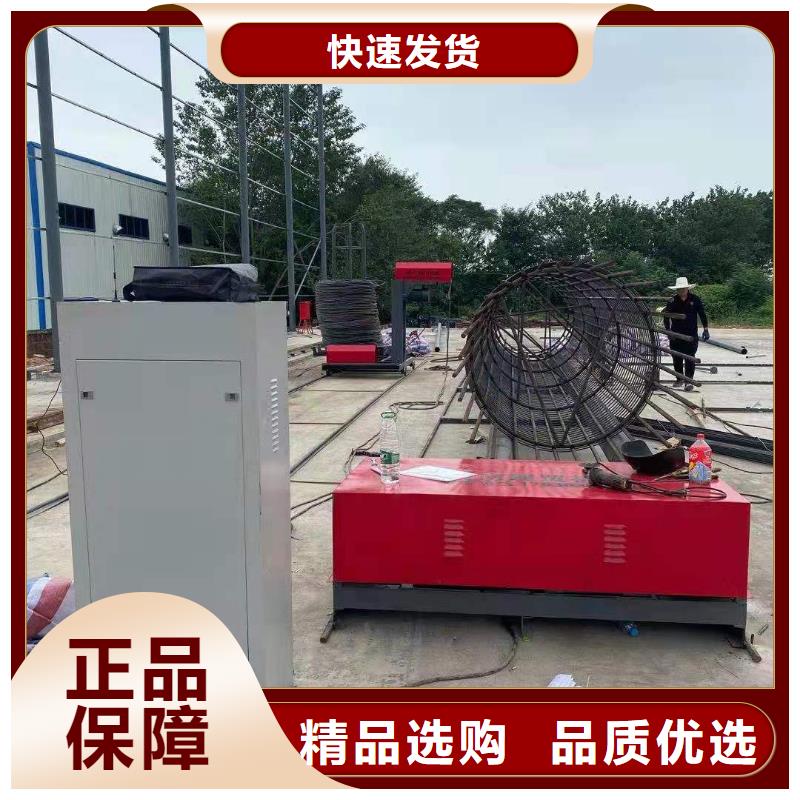
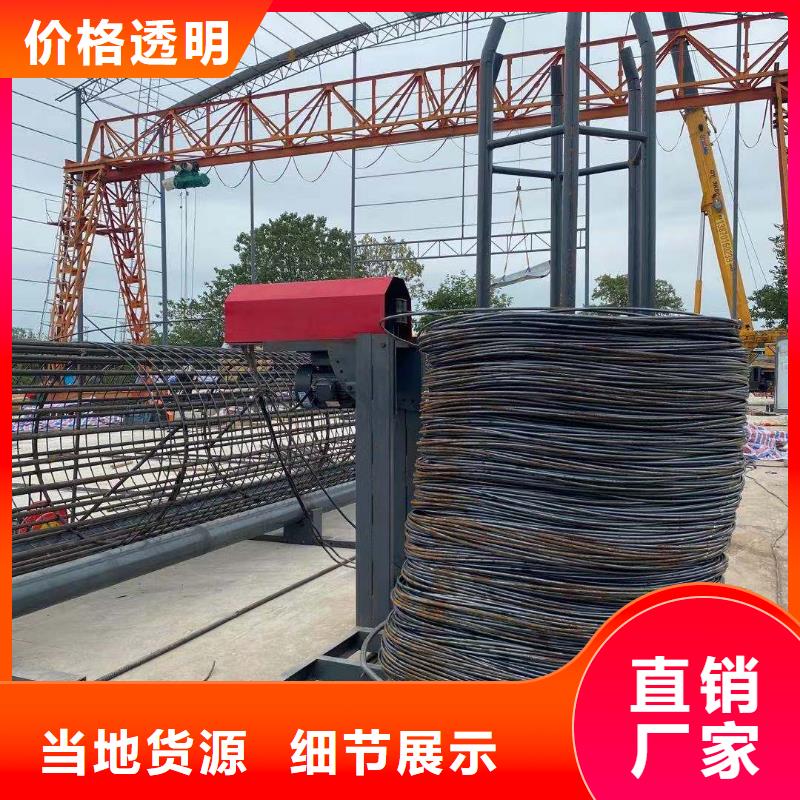
RLJ-3000型钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在铁辊上制作骨架)。 其标准节连接、长短按需组装方式的 产品 RLJ-3000型钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。
工作原理:钢筋笼绕筋机主机是采用摩擦传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。
钢筋笼生产线操作规程
钢筋笼生产线是多工序、工步同时配合生产钢筋笼的专业设施,要求所有参与人员必须做到;
1;生产线操作人员必须熟悉本机生产全部工艺过程
2;生产线工作期间不允许非生产人员触碰机械、工件。
3;生产前调试好各机械、部件及润滑。试运行各手动、自动功能
4;骨架成型后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。
5;生产过程中随时处理物件及流动人员,保障安全生产。
6;设备上拼装骨架,旋转工件时采用点动,避免连续转动。
7;绕筋成型后必须断开绕筋,推开小车给钢筋笼出料让路
8;机械进行维修、更换机件、维护保养时不得开动机器
9;成型机机械须有良好的保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好的工作状态。
10;工作完毕、停工期间清理场地、断开电源、主件遮盖。
用途概述
RLJ-3000型钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在铁辊上制作骨架)。 其标准节连接、长短按需组装方式的 产品 RLJ-3000型钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。
工作原理:钢筋笼绕筋机主机是采用摩擦传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。
钢筋笼生产线操作规程
钢筋笼生产线是多工序、工步同时配合生产钢筋笼的专业设施,要求所有参与人员必须做到;
1;生产线操作人员必须熟悉本机生产全部工艺过程
2;生产线工作期间不允许非生产人员触碰机械、工件。
3;生产前调试好各机械、部件及润滑。试运行各手动、自动功能
4;骨架成型后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。
5;生产过程中随时处理物件及流动人员,保障安全生产。
6;设备上拼装骨架,旋转工件时采用点动,避免连续转动。
7;绕筋成型后必须断开绕筋,推开小车给钢筋笼出料让路
8;机械进行维修、更换机件、维护保养时不得开动机器
9;成型机机械须有良好的保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好的工作状态。
10;工作完毕、停工期间清理场地、断开电源、主件遮盖。
 平凉定制钢筋笼绕笼机的基地
数控钢筋弯箍机绕筋机使用之前,具体要注意哪些事项,作为济南数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机使用时要注意哪些事项!
1.要做好数控钢筋弯箍机日常检查工作,保障各工位部件处于正常的工作范围,并准备好各种使用工具和加工材料,从而保障工作的效率。
2.检查芯轴、转盘有无破损或裂纹,检查防护罩是否紧固,在操作数控钢筋弯箍机前应进行空运行工作,在运行期间检查有无异常声响振动,并做好检查记录,检查无异后方可正常工作。
3.在数控钢筋弯箍机运行期间禁止更换芯轴记忆加注润滑油,正确的做法是待钢筋弯箍机停机后在进行更换或添加,避免出现不良现象。在加工钢筋弯箍机严禁超负荷超速,以免会加剧零部件之间的摩擦磨损,从而缩短使用寿命
平凉定制钢筋笼绕笼机的基地
数控钢筋弯箍机绕筋机使用之前,具体要注意哪些事项,作为济南数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机使用时要注意哪些事项!
1.要做好数控钢筋弯箍机日常检查工作,保障各工位部件处于正常的工作范围,并准备好各种使用工具和加工材料,从而保障工作的效率。
2.检查芯轴、转盘有无破损或裂纹,检查防护罩是否紧固,在操作数控钢筋弯箍机前应进行空运行工作,在运行期间检查有无异常声响振动,并做好检查记录,检查无异后方可正常工作。
3.在数控钢筋弯箍机运行期间禁止更换芯轴记忆加注润滑油,正确的做法是待钢筋弯箍机停机后在进行更换或添加,避免出现不良现象。在加工钢筋弯箍机严禁超负荷超速,以免会加剧零部件之间的摩擦磨损,从而缩短使用寿命
您的位置>首页 >平凉当地行业动态 >