





阿坝螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
阿坝螺旋管分析焊接区的常见缺陷:
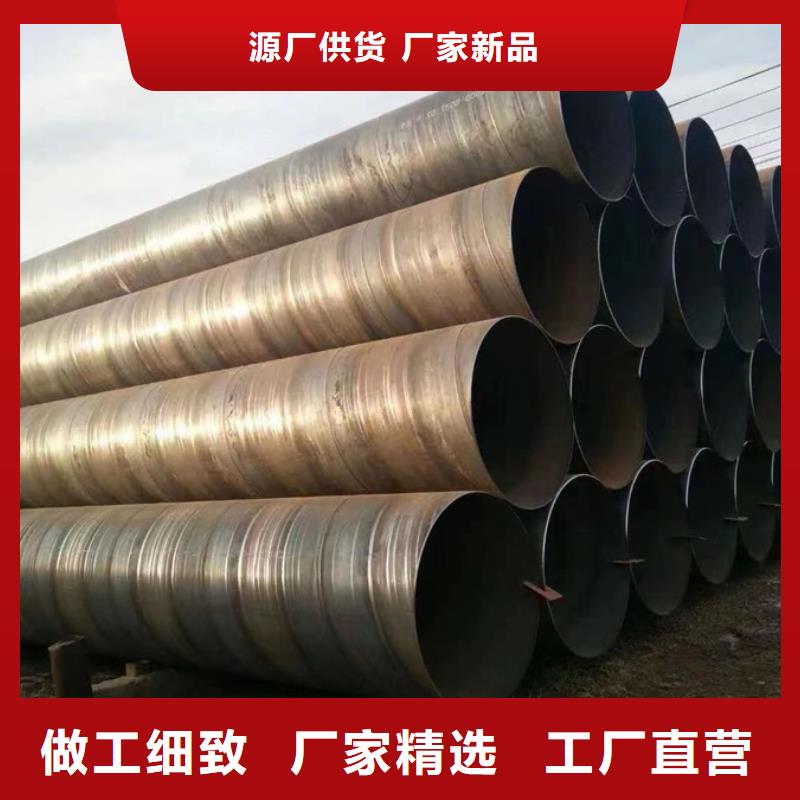
阿坝螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、阿坝螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,消除这种缺陷的措施是:首先,一定要清除焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。

2、阿坝螺旋管硫裂(硫引起的裂纹):焊接硫偏析带很强的板材(特别是软沸腾钢)时,硫偏析带中的硫化物,进入焊缝金属而产生的裂纹。其原因是在硫偏析带中,含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半镇静钢,或镇静钢还明效的。其次,焊缝表面和焊剂的清洁,与干燥也是很必要的。
3、阿坝螺旋管热裂纹:在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处,容易发生裂纹。为消除这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的丝很高的时候,比较容易产生。

2、阿坝螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、阿坝螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

阿坝螺旋管喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
阿坝螺旋管厂分析近期螺旋管的利润:
有部分商家认为价格有触底迹象,但想要上涨难度较大。受季节性因素影响,工程开工率和制造业数据都不容乐观,低迷的需求和成本支撑减弱都使市场难见好转。预计短期内,国内冷轧市场价格仍有下调空间。不过成本持续下降的情况下,钢厂价格并无明显回落,螺旋管钢厂利润明显,因此,下游市场多预期后期市场价格,仍有压缩空间。市场采购积极性较差,除非急需时候才会进行采购,除此之外以观望为主,加之各地多雨和农忙影响,户外工程开工率下降,螺旋管市场实际需求不足仍是根本原因。
