



发布时间:2024-08-07 11:58:51 浏览次数:1 公司名称:[那曲]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 60000/台 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 加工定制 | 可定制 |
| 产品型号 | JMGSX-500 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 质量认证 | CCC |
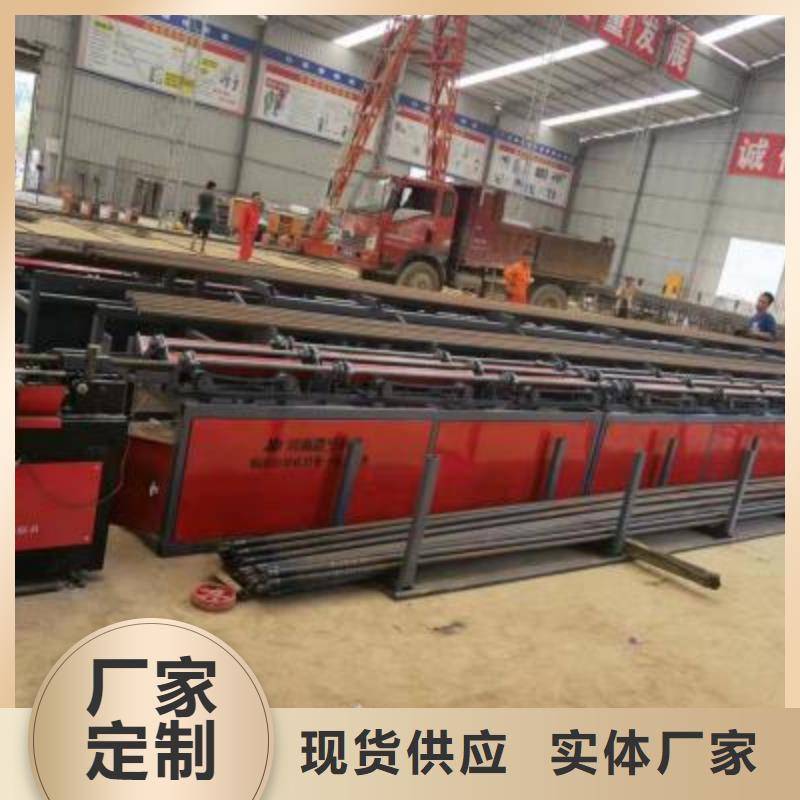




那曲爆款数控钢筋套丝打磨生产线十年行业经验

那曲钢筋镦粗套丝打磨生产线设备介绍:该智能钢筋锯切、套丝、打磨生产线是集自动送料、定尺、镦粗、套丝、打磨、自动收料、寻找仓位、分级储料为一体的高度自动化钢筋加工设备,大大降低了操作工人的劳动强度,提高了生产效率。并可满足后续弯曲加工、焊笼机加工等工序的不同要求。是我公司研发团队根据当前钢筋加工市场新需求而创新设计出的新一代钢筋加工设备。那曲钢筋镦粗套丝打磨生产线设备参数:项目序号项目名称技术参数1加工直径(圆钢)≤ 50 mm2钢筋传送线速度58~62 m/min3送料线不超过长度12000 mm4收料线不超过长度12000 mm5送料线不超过过料宽度280 mm6自动输送尺寸≥100mm7套丝不超过长度10 mm8单头套丝时间60S~90S9套丝直径范围Φ18~Φ36mm10单头打磨时间60S~90S11储料仓分级数2级12工作电压380V13总功率40 Kw14工作温度-10o~50o15工作气压≥0.4MPa16设备自重(整机全套)>14T17机器尺寸12000×6500×1500 mm钢筋镦粗套丝打磨生产线设备机构名称:1、提升机 2、分料平台 3、总控台 4、左右镦粗机5、套丝机 6、打磨抛光机 7粗料仓 8抛光线9 套丝线 10 镦粗线

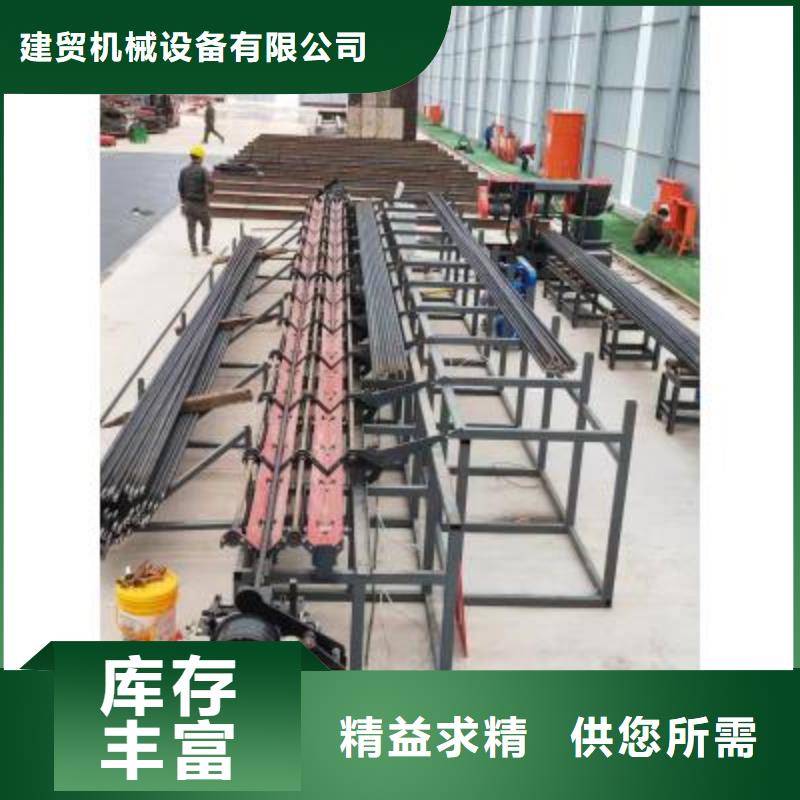
那曲锯切套丝打磨生产线产品特点:1.自动化程度高,大大降低了劳动强度2.全机配备横向上料装置,上料方便3.自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。4.钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力5.短时间实现从原材料到两端套丝半成品6.智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。滚丝机用于切削和滚压螺纹成型,起到加强钢筋端部和螺纹加工的目的,解决了加工前钢筋预处理的问题,以及同类设备需要多次滚动的问题。这样,该工艺减少了工艺处理和多个钢筋处理的数量,现场生产和加工效率高;该滚丝机采用一个滚丝头实现多种规格钢筋的轧制加工,解决了同类设备对钢筋端部的直线加工,螺纹需要每个尺寸的单个螺纹滚压头。

那曲钢筋镦粗套丝打磨生产线机构说明:该智能钢筋镦粗、套丝、打磨生产线主要由以下几部分组成:1、提升机部分:将收料线上翻出的圆钢(或螺纹钢)提升至下一级机构--分料平台。2、分料平台:将提升机批量提升上来的圆钢(或螺纹钢)逐根分料传送至下一级机构---镦粗线3、电源箱:电气元件的安装和控制平台。4、镦粗机(分为左、右两条线):将锯切好的圆钢(或螺纹钢)分左右两顿一次镦粗,完成后翻料至套丝线5、套丝线(分为左、右两条线): 将分料平台送来的每根圆钢(或螺纹钢)分左、右两端依次套丝,套丝完成后翻料 至 打磨线。6、打磨线: 将套丝线送来的钢筋两端分左右依次打磨平整,然后翻落至多级储料仓。7、储存仓:用于加工成品的存储。设备维护和保养1、新机运行30小时后,检查并紧固各螺栓。2、新机运行200小时后更换减速器油。3、新机运行100小时后(大约15天)更换锯切机液压油。4、 以后每间隔2周给套丝打磨生产线的所有润滑点(各转动部件、轴承、链条、链轮等)加注相应的润滑油脂(钙基黄油)。5、 以后每年更换一次液压油、减速器油。6、液压油:长城46#液压油(或MHM68或MHM100抗磨液压油)。7、减速机油:MIEP320或MIEP460中负荷工业齿轮油。8、润滑油:普通钙基脂黄油。9、经常用刷子清理滚动和滑动零部件下面的氧化铁皮和杂物,保护滑动面清洁。10、经常检查螺栓螺母的紧固情况,如有松动应及时紧固。11、机器出现不正常的异响,应及时停机检查,排除问题后方可使用12、每班工作完成后,应当切断电源,清理各部位尘埃及杂物。13、机器长期不用时,应关闭电源,注意通风防潮,入库或遮盖,机器上所有外露的加工部位均应涂上防锈油。14、所有运转部位如轴承、链轮、链条、锯切机油泵及轴承油嘴每班班前检查有无缺油现象,如有,应及时加注。15、开机前应先检查锯切机液压油箱是否缺油,如有缺油现象,要添加至规定油位(长城46#液压油)。17、开机前检查套丝机、打磨机各部位及液压油、冷却液等是否符合要求。