

<芜湖>鹏鑫钢铁
芜湖冷轧焊管推荐货源


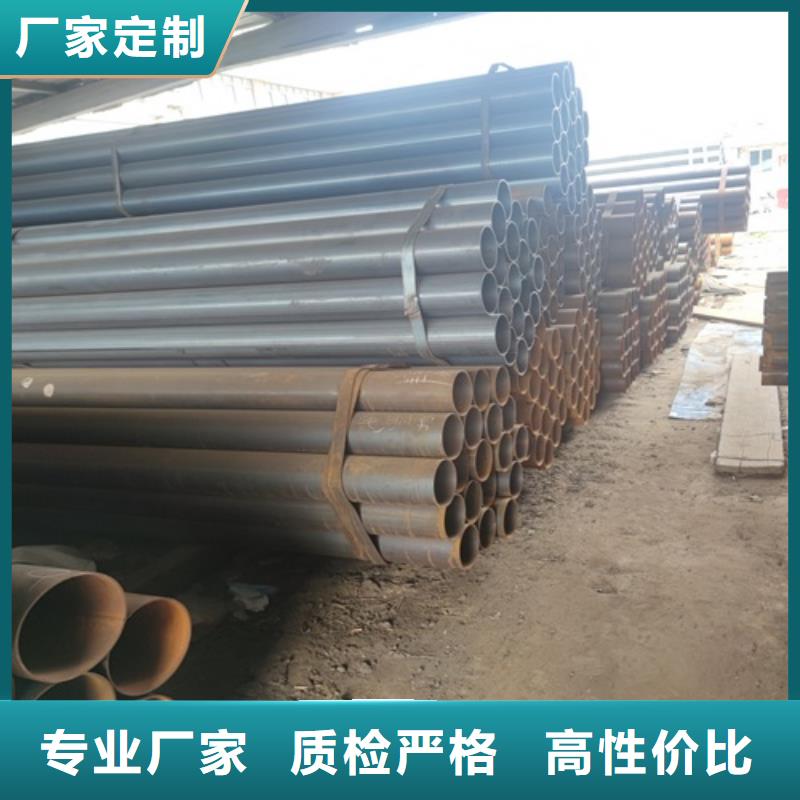
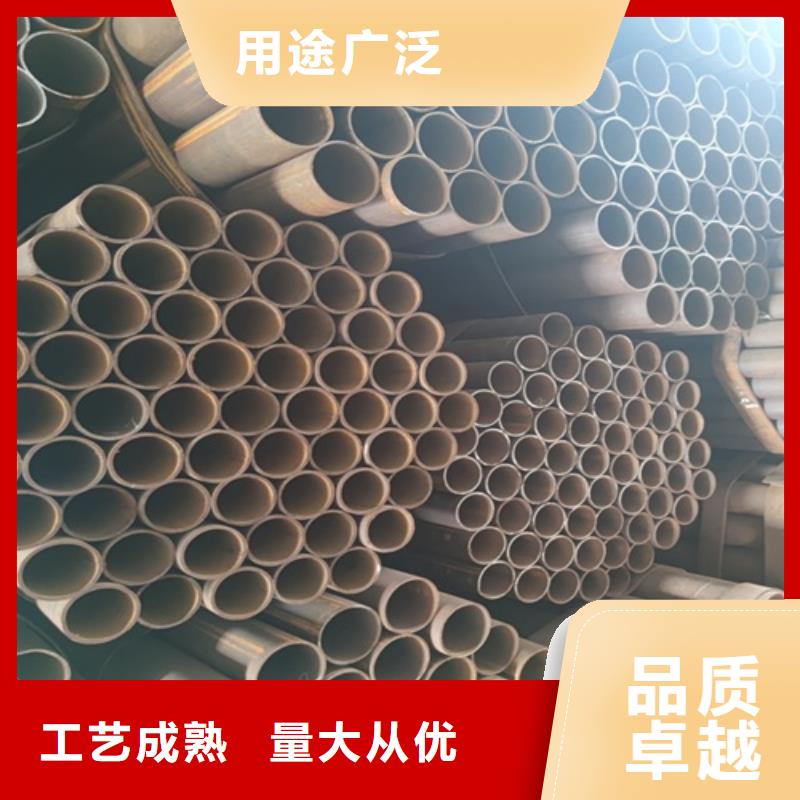
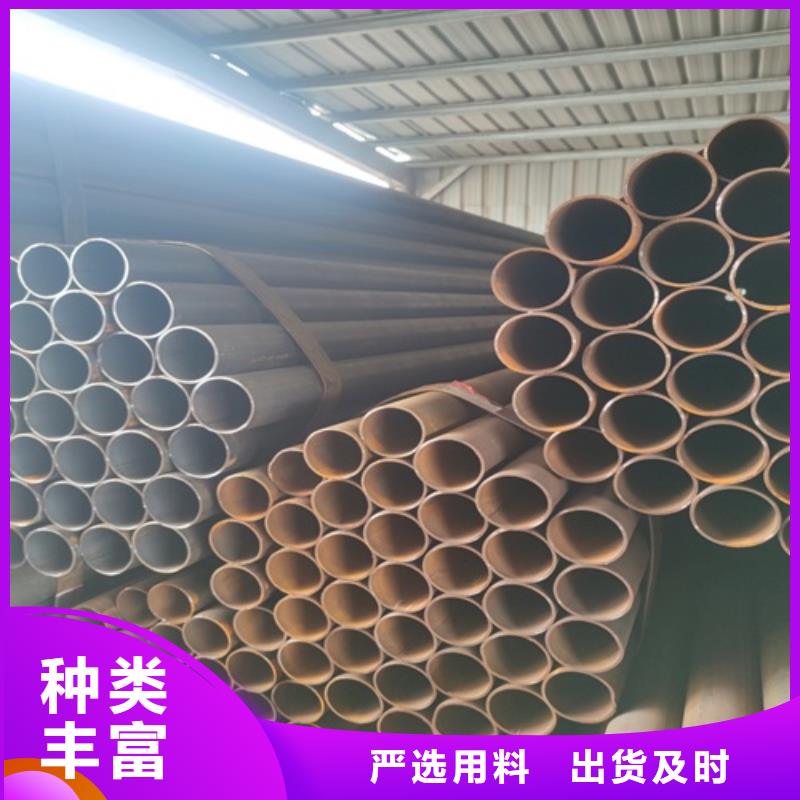
芜湖精密焊管的特点工艺及用途 芜湖精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.芜湖精密焊管的主要特点。 几何尺寸精确,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、芜湖精密焊管的制管工艺。 1芜湖精密焊管制管工艺: 芜湖精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 芜湖精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



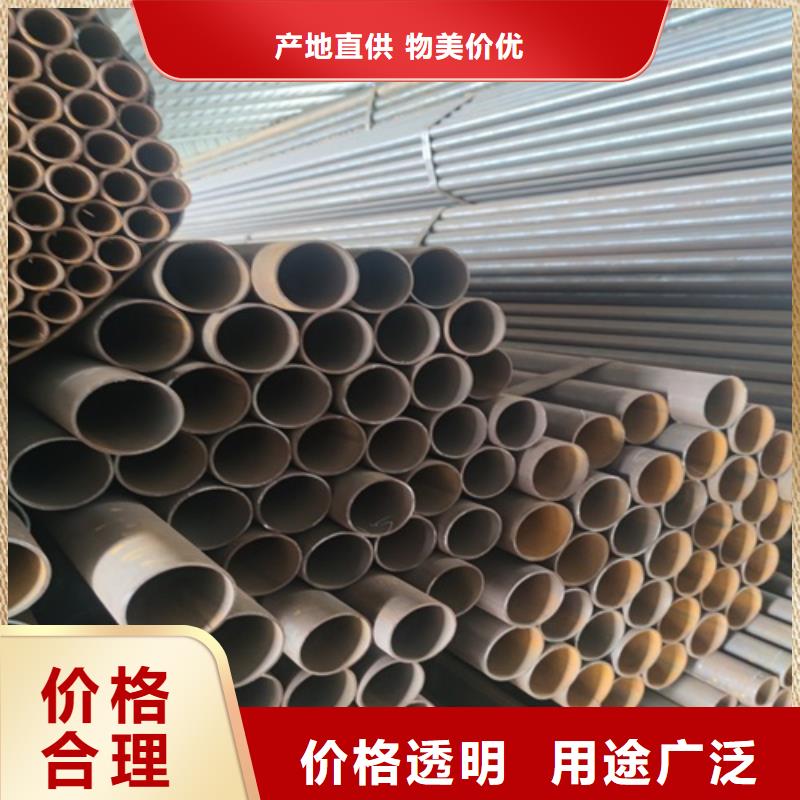
Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。
<芜湖>鹏鑫钢铁