
联系我们

冷拔绗磨管
发布时间:2024-09-10 05:46:16 浏览次数:1 公司名称:[温州]安达液压机械
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |








温州珩磨管油缸管绗磨管造成油缸管开裂的主要因素造成油缸管开裂的主要因素是什么?有以下几点:1、原材料选择:为了节约成本,一些油缸管制造商会选择小钢厂生产的圆钢进行加工,但这些小钢厂生产的圆钢会有大量的气泡和气体孔洞等后处理后,容易引起开裂。厂家采购,货源可靠证明书。2、热处理温度控制不到位:小型制造商没有专业的生产经验和技术。车间工人仅凭加热温度和持续时间无法保证钢管的热处理是否到位,热处理会影响钢管的力学性能改变但一般厂家对不同的钢种、厚度和机械性能有明确的指标,没有检测设备来判断管道是否满足客户的要求绩效指标。滚压管

温州珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管

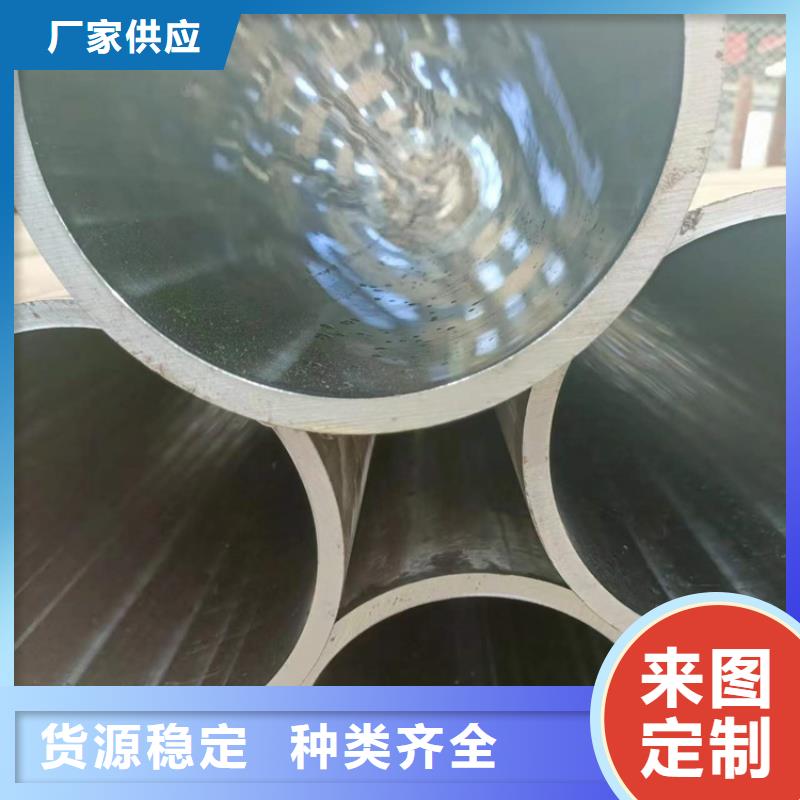
温州珩磨管油缸管绗磨管 冷拔油缸管的特性:
1.较小的外径。
2.精度高,可做小批量生产
3.冷拔产品精度高,表面质量好。
4.钢管的横截面积比较复杂。
5.钢管性能较好,金属致密。
冷拔油缸管由于表层存在残余压应力,有利于封闭表面微裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。无论采用何种加工方法,零件表面都会出现微小的不均匀的刀痕,并且会出现错峰错谷。滚压加工原理:利用金属在室温下的冷塑性特点,通过滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充原有的残余槽,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面组织冷硬化,晶粒变细,形成致密的纤维状,形成残余应力层。提高了硬度和强度,从而提高了工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种无切削的塑性加工方法。滚压管

温州珩磨管油缸管绗磨管怎么防止珩磨管淬火裂纹? 珩磨管淬火裂纹 珩磨管淬火工艺主要用于钢件,是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms(马氏体转变起始温度)以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。 珩磨管淬火裂纹是指在珩磨管淬火过程中或在珩磨管淬火后的室温放置过程中产生的裂纹,后者又叫时效裂纹。裂纹的分布没有一定的规律,但一般容易在工件的尖角、截面突变处形成。造成珩磨管淬火开裂的根本原因是拉应力超过材料的断裂强度,或者虽未超过材料的断裂强度,但材料由于存在内部缺陷也会发生开裂。造成珩磨管淬火开裂的具体原因很多,分析时应根据裂纹特征加以区分。滚压管