



不锈钢复合管护栏批发-自主研发的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:不锈钢复合管护栏批发-自主研发的图文介绍

不锈钢复合管护栏焊接方法有几种?内衬不锈钢复合管(304+Q235B)是一种新型复合管,不锈钢复合管具有耐腐蚀、耐高温、高延伸率、高强度等特点。这种管材的使用问题是:基层与复合层的全熔焊问题。为了获得良好的焊接效果,正确的焊接方法是:一。焊前准备在焊接前,对接触层的油漆、污垢和氧化层进行清洗,防止杂质在焊接过程中受热时分解为H2O和CO2。焊接前预热基层和复合层。预热采用电加热方式,以对面中心线为基准,两侧不小于壁厚的3倍,且不小于50mm,防止过热。2。焊接工艺先焊复合层,再焊基层。工艺流程:密封层——打底焊——过渡层——填充层——面层。1) 焊接管道对边时,管道内壁应平齐,内壁数量不应超过管壁厚度的10%,且应≤2mm。2) 焊接时应尽量采用多层焊接,每层焊道接头应尽量错开,焊道不宜过宽过厚。3) 焊管在点焊时必须充氩,以保证焊管的焊接质量。打底焊时,倒焊位置用内丝填充,立焊、平焊用外丝填充。4) 引弧应在坡口内进行,禁止在非焊接部位引弧。连接点应保证电弧穿透和熔合。熄弧时应填满弧坑。5) 焊丝不应接触钨极或直接进入电弧的弧柱区,以防止电弧的稳定性受到损害和夹钨缺陷的发生。焊丝的末端不得离开保护区以防止焊丝氧化。6) 通道间温度控制在150℃以下。施工时采用焊缝两侧水冷。在焊缝两侧距焊缝80mm处的钢管上包上湿毛巾,使焊缝温度尽快降低到150℃以下。三。焊后处理焊接结束后,应仔细清理焊接表面的焊渣、焊接飞溅物等污垢,必要时进行局部修整。不锈钢复合管焊后应进行后热处理,残余应力。焊后处理应按设计要求进行。底座的热处理温度应根据底座的材质要求选择,其他参数按不锈钢衬里管总厚度(7±1.5)mm计算。


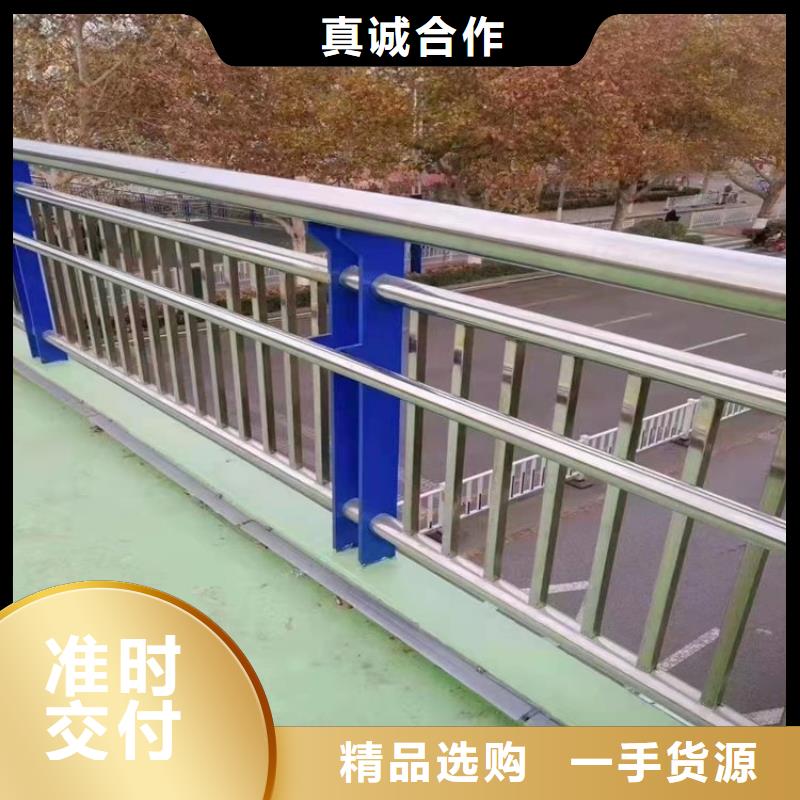
不锈钢复合管护栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性,是价昂不锈钢管的替代品。 因此,大多数不锈钢的含碳量均较低,不超过,有些钢的Wc(含碳量)甚至低于(如00Cr12),大家知道不锈钢本来就是一种性能很好的材料,应用的领域也是很广泛的,不锈钢中的主要合金元素是Cr(铬)。 以薄壁不锈钢为内衬,利用螺旋温滚复合,使基管与衬管紧密结合,复合钢管呈现状态。而的连接式确保管路质量良好性。 产品广泛应用于石油、化工、、食品、消防、能源与环保、化肥与造纸、锅炉、市政建筑等行业的液、气及其混合物的输送;是纯不锈钢管,铜管或其它耐腐蚀性合金管的代替产品。 不锈钢圆管、方管、矩形管、全部进过严格的性质测量,质地优良,在化工机械,器机械、家居、橱柜、五金制造、造纸,汽车工业等领域一直广为应用。能源的与利用是一个的资源战略,石油天然气的开采是目前各国竞相追逐的和资源战略。



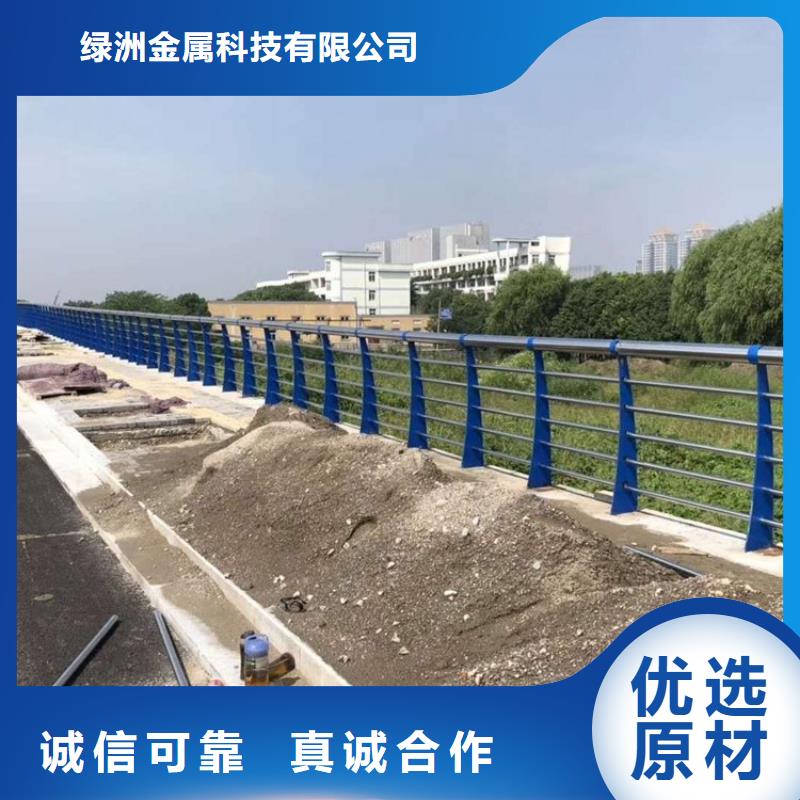
台湾绿洲金属科技位于经济技术开发区华建一街区10号办公楼605,公司多年来一直从事 304不锈钢复合管生产加工业务,我公司生产的 304不锈钢复合管具有生产效率高、成本低、操作方便、性高、易于维护等特点。公司以“诚信为本!品质为金!服务至上!”为宗旨,欢迎各界新老客户来迅达公司光临指导,洽谈业务,我们愿与您携手共创美好明天!


1.不锈钢复合管护栏抗水平荷载:住宅建筑不应小于500N/m,集中的场所不应小于1000N/m. 2.不锈钢复合管护栏材料应选择具有良好耐候性和耐久性材料,阳台、外走道和屋顶等 遭受日晒雨淋的地方,不得选用木材和易老化的复合塑料等.金属型材壁厚应符合以下要求: 不锈钢复合管护栏的标准 1)不锈钢:主要受力杆件壁厚不应小于1.5mm,一般杆件不宜小于1.2mm. 2)型钢:主有受力杆件壁厚不应小于3.5mm,一般杆件不宜小于2.0mm. 3)铁合金:主要受力杆件壁厚不应小于3.0mm,一般杆件不宜小于2.0mm. 3.不锈钢复合管护栏高度及立杆间距必须符合《住宅设计规范》GB50096的规定 4.不锈钢复合管护栏设计除应明确式样、高宽尺寸、材料品种外,还应有制作连接和安装固定的构造详图以及明确杆件的规格型号及壁厚等. 5.砌体不锈钢复合管护栏压顶应设现浇钢筋混凝土压梁,并与主体小立柱可靠连接.压梁高度不应小于120mm,宽度不宜小于砌体厚度,纵向钢筋不宜小于4φ10.


