
我们为您准备了铜止水厂家直销产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:铜止水厂家直销的图文介绍
本页面提供的是北海兴泰工程材料有限公司的 【浸油木丝板】产品说明,欢迎需要 【浸油木丝板】的商家进行咨询、采购;


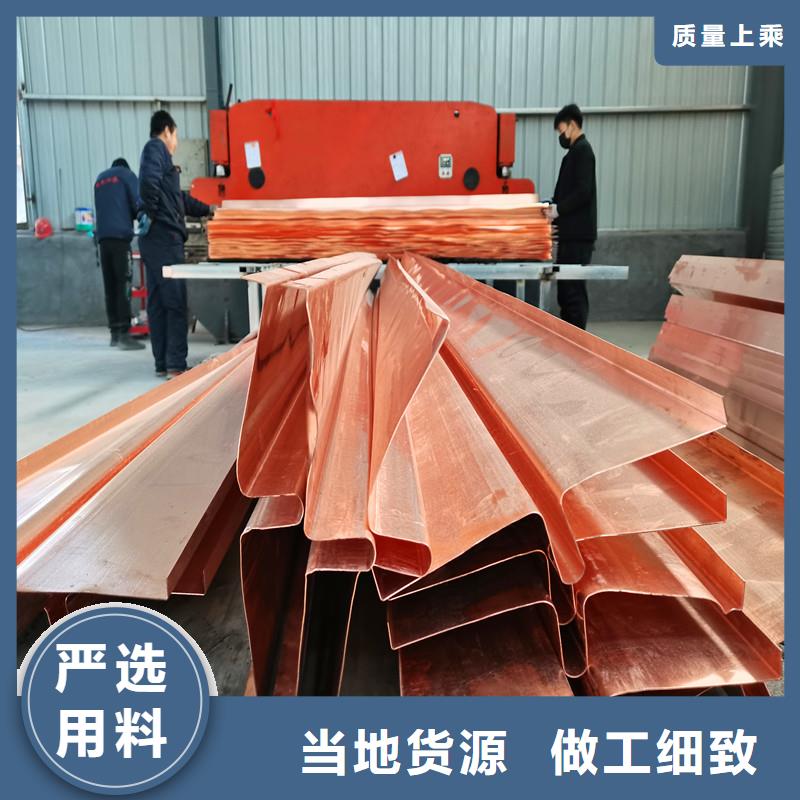
将止水铜板加工为W形以及F形具有以下两个方面的好处, 铜止水,设置的铜鼻子在止水铜板安装过程中的固定,且可有效增加铜板止水的抗拉防震能力;第二,立腿可有效防止绕渗。而根据W形以及F形铜止水的形状可知,W形铜止水在铜鼻子两边均设置有立腿,而F形只在其一边设置了立腿,因此得出,其两个作用的区别在于W形止水铜板可防止两个方向的水流绕渗,而F形只能防止一边的绕渗。一般设计生产、加工止水铜板的工厂出售此类商品时,均可免费根据设计图纸成形,那么未成形的止水铜板是否有效呢? 铜止水 未成形止水铜板在水工建筑止水中有效,只是较成形了的止水铜板在使用项目和使用效果存在一定的差异。未成形止水铜板主要用在项目宽度较小的地方,可以直接采用铜板边沿排水,阻止水进入铜板保护区域,如桥梁。而使用效果的差异,主要是因为成形止水铜板可根据铜鼻子形状安装,更加牢固,且不易产生位移。同时成形后的止水铜板因铜鼻子中填塞沥青麻绳或麻绳沥青,会有效的增加止水铜板的侧向承压能力。






我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。



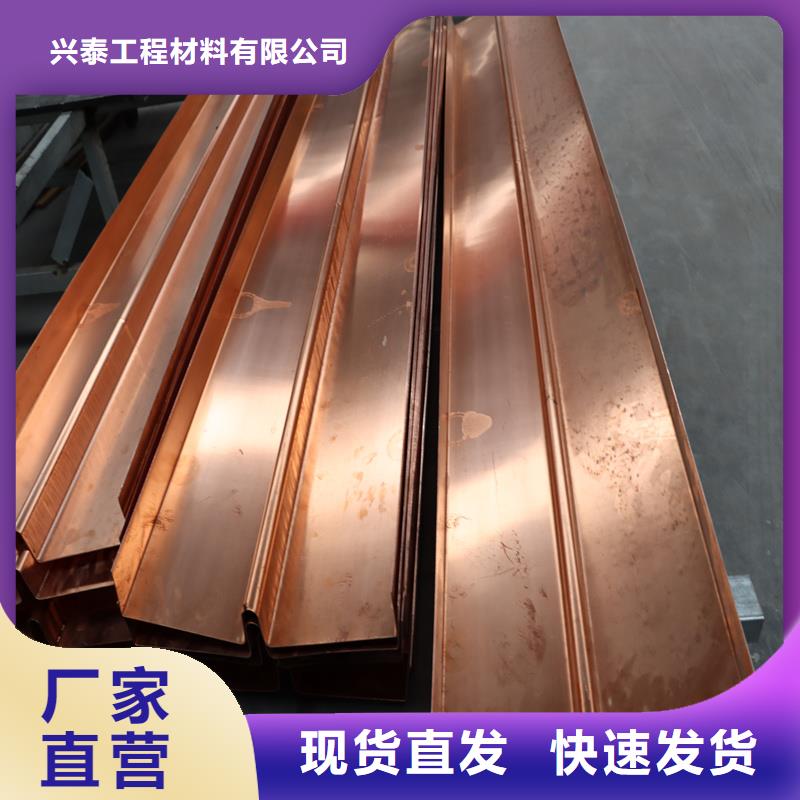
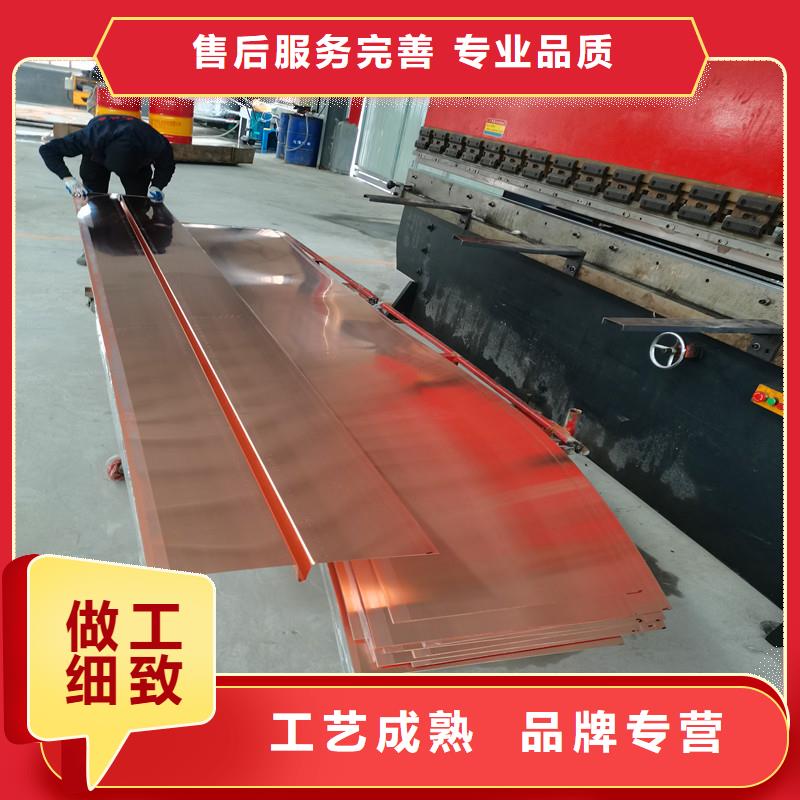
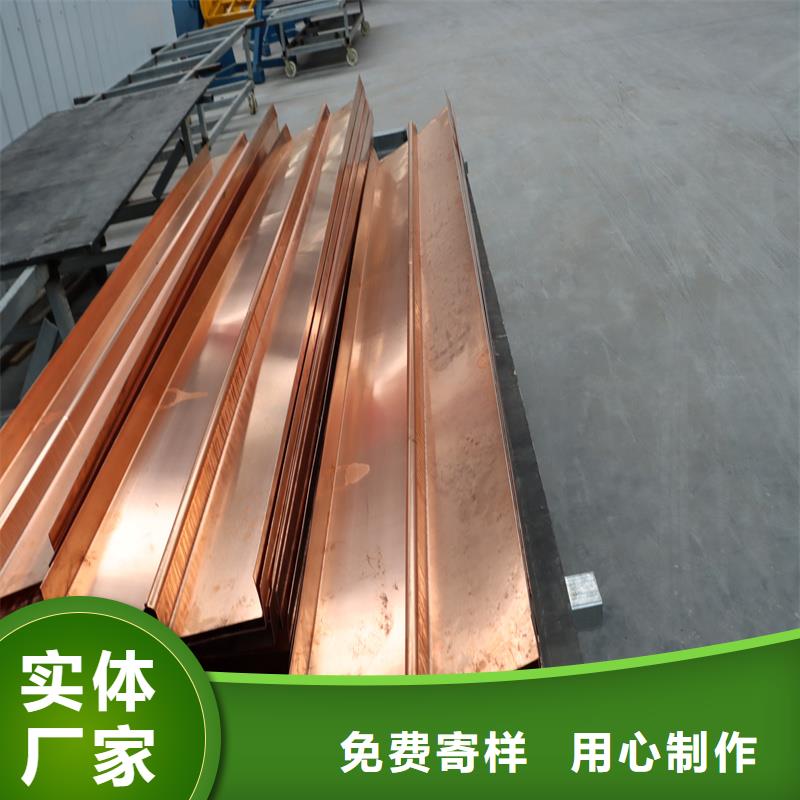
1、止水装置前首先要查看和校对加工的缺点,止水外表要处置洁净、平直,特别是紫铜片外表的浮皮、油漆、油污 、锈蚀等要处置洁净。 铜止水 2、一旦有钉孔,裂缝等要及时进行焊补,否则一旦使用破损的铜片就不能起到防漏作用了。 3、在安装的时候要准备并且保证牢固,不能出现变形,裂纹。 4、成型后的止水紫铜片,在装置时,应避免歪曲变形或其他损坏。 5、止水装置时,其中线应与缝中线重合。 6、关于止水紫铜片,鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。 止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。 止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3,T2含铜量>=99.8%,T3含铜量>=99.7%,铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa,伸长率30%,H01,抗拉强度>=215MPa,延伸率为>=25%. 因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017,其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。