以下是:【钢结构】母线铝排直销厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 392 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | Q235B Q345B |
|---|
| 产地 | 天津 |
|---|
| 规格 | 齐全 |
|---|
| 品牌 | 大厂家 |
|---|
| 用途 | 广泛 |
|---|
以下是:【钢结构】母线铝排直销厂家的图文视频
【钢结构】母线铝排直销厂家,福建省阔恒兴旺国际贸易有限公司专业从事【钢结构】母线铝排直销厂家,联系人:杨经理,电话:022-26808329、13920698558,QQ:1114015854,发货地:天津北辰区韩家墅钢材市场发货到福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市,以下是【钢结构】母线铝排直销厂家的详细页面。 福建省 2022年,福建省地区生产总值53109.85亿元,比上年增长4.7%;人均地区生产总值126829元。
以下是我们上传的【钢结构】母线铝排直销厂家视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:【钢结构】母线铝排直销厂家的图文介绍


福建阔恒兴旺国际贸易有限公司位于北辰区韩家墅钢材市场 ,是一家专业从事 T2紫铜排等产品的生产厂家,还生产各种规格福建品种多样。我厂拥有一支高素质的的研发团队,拥有国内优良的生产技术,通过引进国内外较先进的生产设备,在制作工艺和环节上精益求精,使产品从设计到制造无误。
公司生产的产品在很多行业有着广泛应用。在市场发展中,我们将不断努力,不断创新,开发出品质的产品,从而以优良的产品、无微不至的服务,回馈我们的客户!


四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
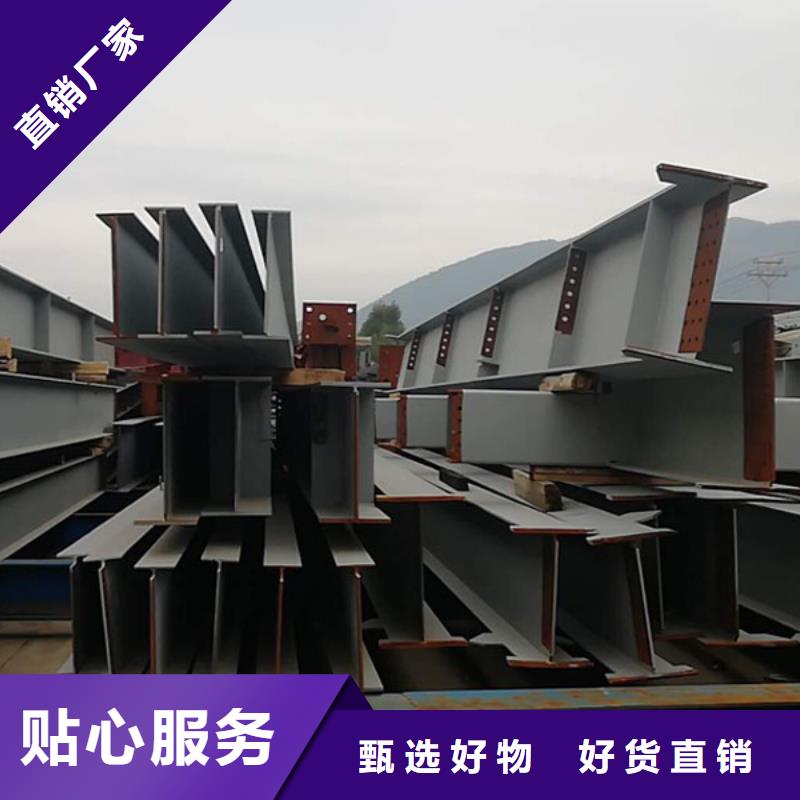
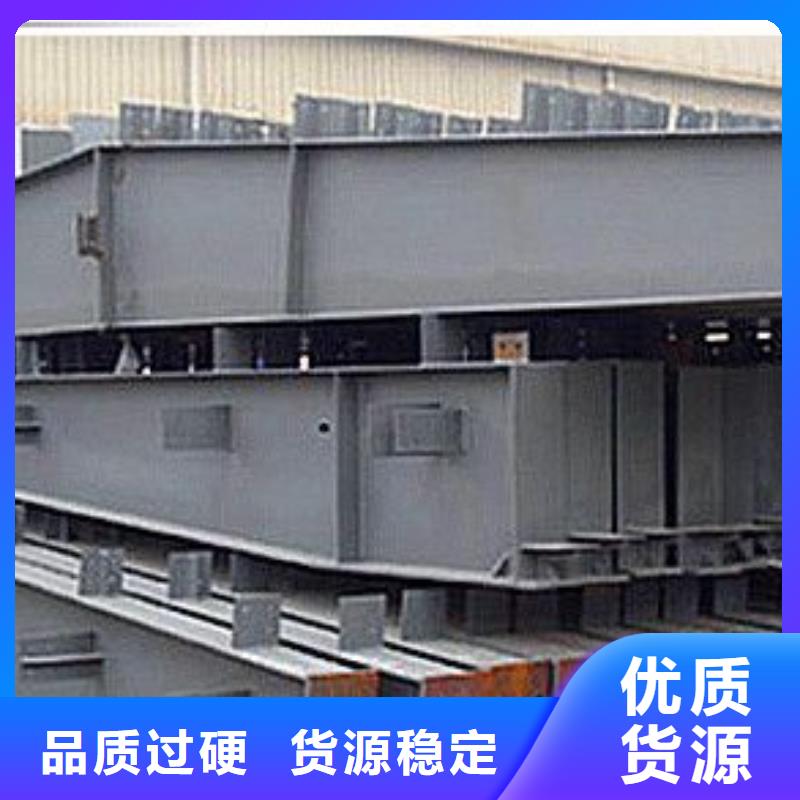
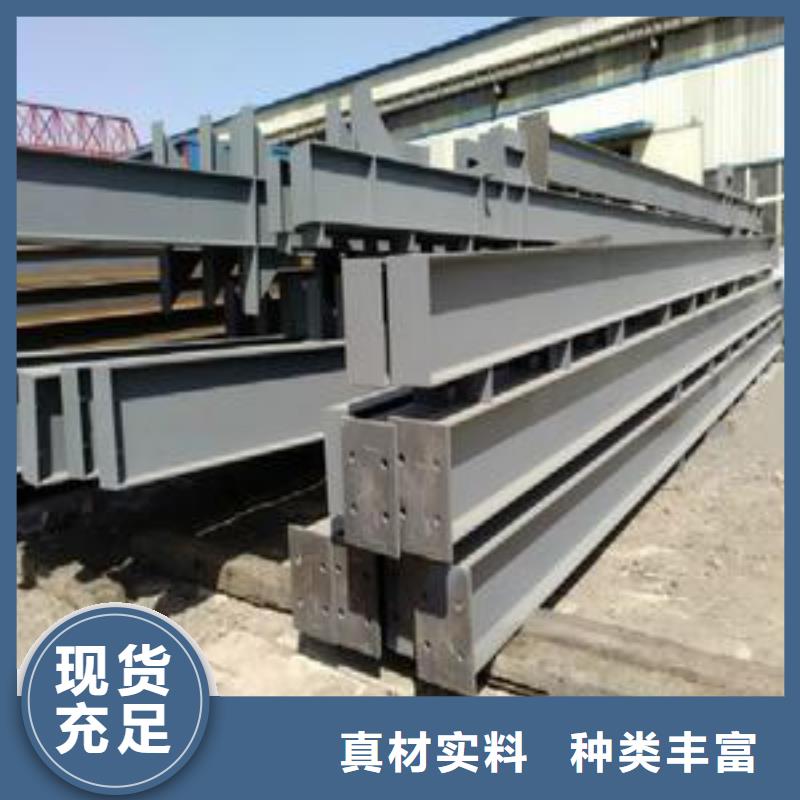
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;


三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应清除干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。


【钢结构】母线铝排直销厂家_福建省阔恒兴旺国际贸易有限公司,固定电话:13920698558,移动电话:022-26808329,联系人:杨经理,QQ:1114015854,北辰区韩家墅钢材市场 发货到 福建省。