

想要一睹【酸洗钝化】-球墨铸铁井盖精益求精产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:【酸洗钝化】-球墨铸铁井盖精益求精的图文介绍


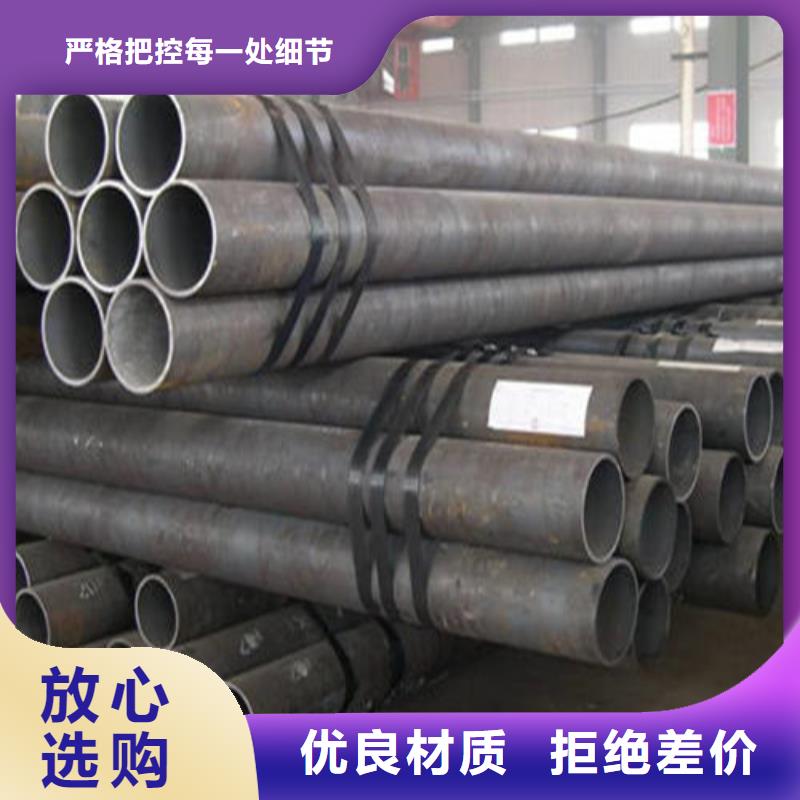
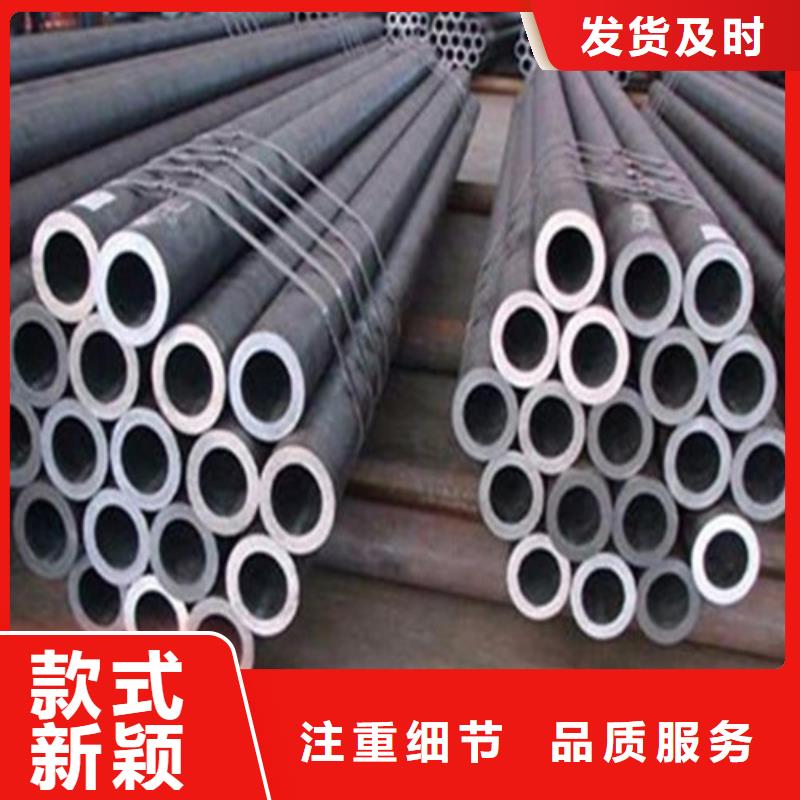
酸洗钝化无缝管厂家钝化无缝管加工钝化无缝管供应商酸洗钝化无缝钢管及零部件工艺流程:脱脂---水洗---酸洗----水洗---封闭剂一般无缝钢管(碳钢)的酸洗方法有2种,如下:1.:稀释至20%左右的浓度,加热到6065度,一般洗20-30分。 酸洗后(以去除氧化皮为准),要立即用水冲洗,立即中和处理,防锈的话,还要进行钝化处理。钝化无缝钢管的钝化的原理其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。



泰州鑫晨钢铁有限公司自成立以来,经过5年努力发展由z u i初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种【DN150柔性铸铁排污管】的研发、生产及销售,成功研发生产出各种【DN150柔性铸铁排污管】系列,现已形成工业化生产。


酸洗钝化无缝钢管磷化钢管的重要一步--酸洗酸洗磷化的重要一步,那就是酸洗。酸洗过程有以下几个过程:1)使用的溶液浓度一般需要控制在5%~25%。每天开始工作前须检查酸洗液浓度,以及每槽酸液位,当酸洗槽液位不够时,则根据酸槽浓度添加酸或加水,补充到所需液位;当亚铁粒子浓度较高时,一般不再加入新酸。 当酸液浓度小于5%,氯化亚铁含量大于150克/升时,需更换新酸。2)三个槽中配置不同浓度的,分别为5%低浓度≤10%,10%中等浓度≤20%,20%高浓度≤25%,线材经过酸池顺序为低浓度到中等浓度再到高浓度酸液,对退火后中碳合金钢只在低浓度和中等浓度酸液中酸洗。酸洗钝化无缝钢管



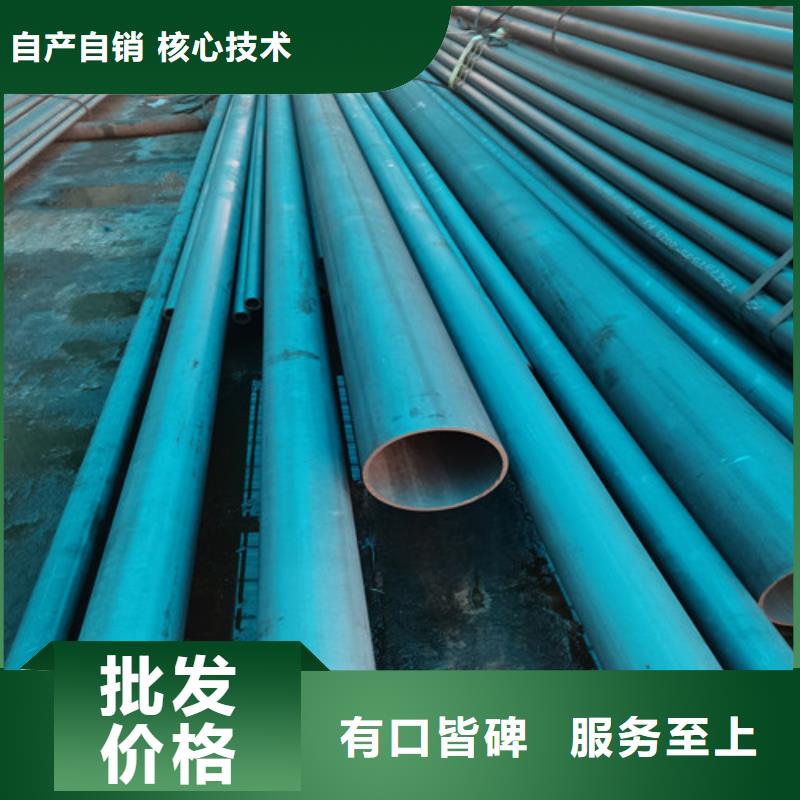
酸洗钝化无缝管常用的几种处理方式一,酸洗钝化无缝管浸渍法。不锈钢管线、弯头、小件等*适用该法。且处理效果*好。因为处理件可充分浸泡在酸洗钝化液中,酸洗钝化无缝管表面反应、钝化成膜致密均匀。该法适合连续批量作业,但需随溶液反应浓度降低而不断补充新液。 其缺点是受酸槽形状及容量的限制,不适合大容量设备及形状过长过宽的管线;长期不用会因溶液挥发等原因而效果下降,需要场地、酸池及加热设备。二、酸洗钝化无缝管膏剂法。
