






每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,宿迁异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
宿迁异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,宿迁异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。
宿迁异型管一方面,检查炉体材料可以干,先装炉,炉体数据必须干燥;一方面为不锈钢异形管炉可将剩余的水,特别是如果有一个以上的漏水孔管,不要去,如果你把炉子气氛破坏。
宿迁异型管光亮退火炉应封闭,与外界空气隔离;使用氢作为维护的气,只要一口连通。检查与关节间隙在退火炉肥皂和水的方式,看看你是否能跑气;容易跑气是中央管退火炉在中央和中央管,密封圈中央特别容易磨损,应经常检查经常改变。
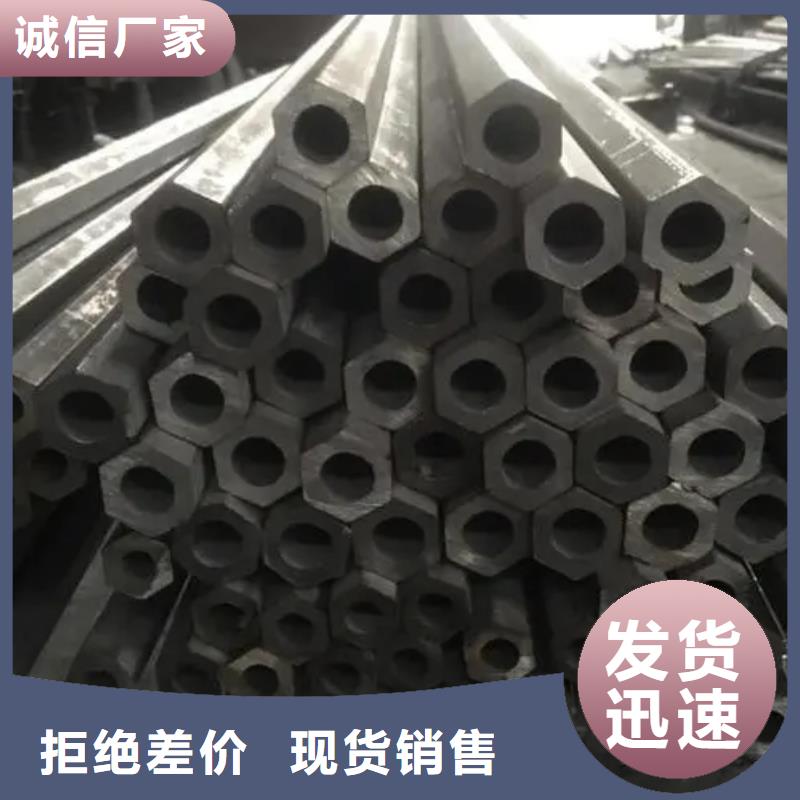
宿迁异型管是一种新型高技术节能产品异型管的推广应用对节约钢材,提高加工工效,节约能源 所谓高精度异型管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精 该技术所生产的高精度异型管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项 目 实际达到 GB8713-88 ISO4394/I 内径尺寸公差 H8 H9 H10 H8 H9 H10 H8 H9 H10 直 线 度 0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚 %10±壁厚 %5±壁厚偏差 圆 度 0.04 无规定。
宿迁异型管产量较大幅度增长,作为业内人士,一定要认清产量与需求的关系。我国钢铁行业是充分竞争的行业,是受需求拉动的行业,钢铁产量的高低不由供方来决定,而是取决于市场的需求。
据统计,今年1月~8月,宿迁异型管产量增加了9.1%,增产5546万吨,净出口减少99万吨,增量都用于满足国内钢铁需求,其中2/3用于满足建设领域的需求增量;GDP、工业增加值增幅比之前略有回落,但是基建和房地产投资增速比去年增加。这种超预期的表现极大拉动了钢铁行业的需求,而我国钢铁业满足了国民经济发展中生产建设对钢铁材料的供给要求。如果没有钢铁产量的增长,是无法实现目前的建设规模的,依靠大量进口钢材进行生产建设也肯定是不切实际的。另外,还要防止由于投资和房地产拉动出现违规新增产能;防止一旦经济环境恢复正常,经济转型加快,钢材需求量减少后出现恶性竞争。
宿迁异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】宿迁异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】宿迁异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
【3】宿迁异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
