
内蒙古镀锌管性价比高65536 <内蒙古>神悦钢材有限公司
内蒙古热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


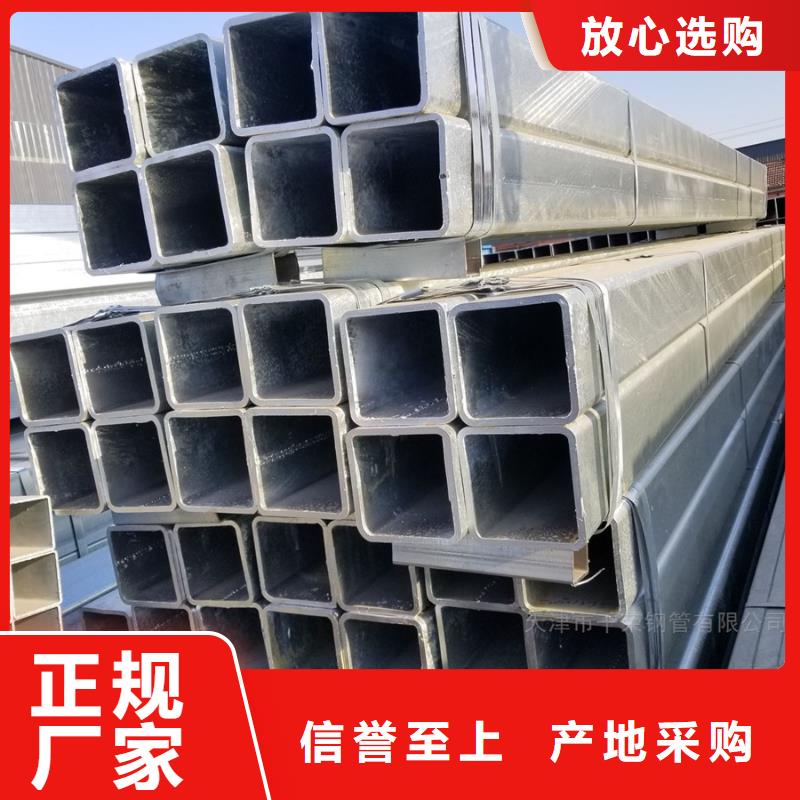
钢基材涂层是常用的方法,也是所有方法中有效的。 内蒙古镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 内蒙古镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。
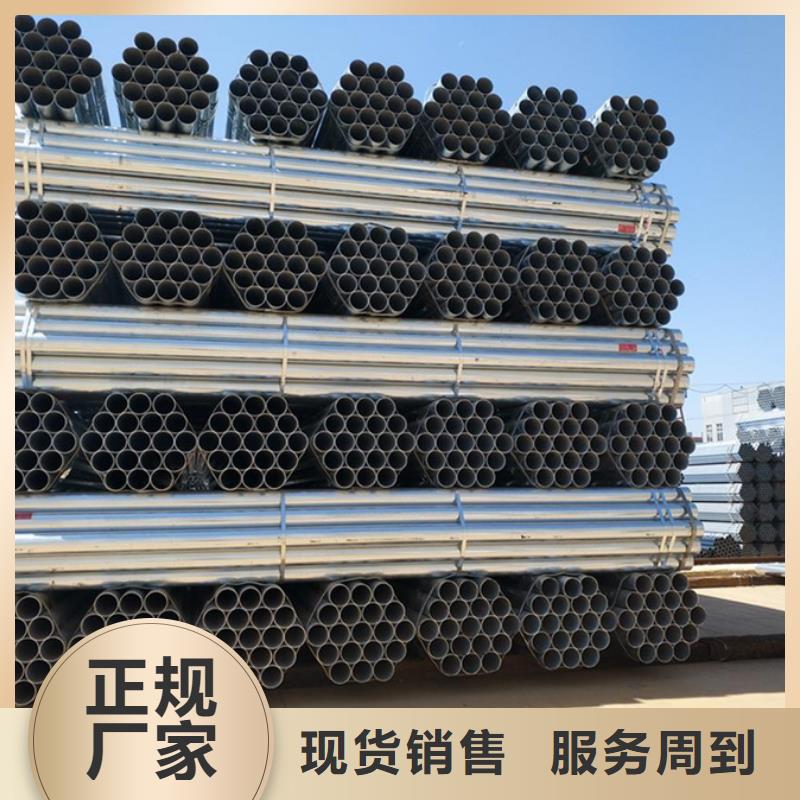
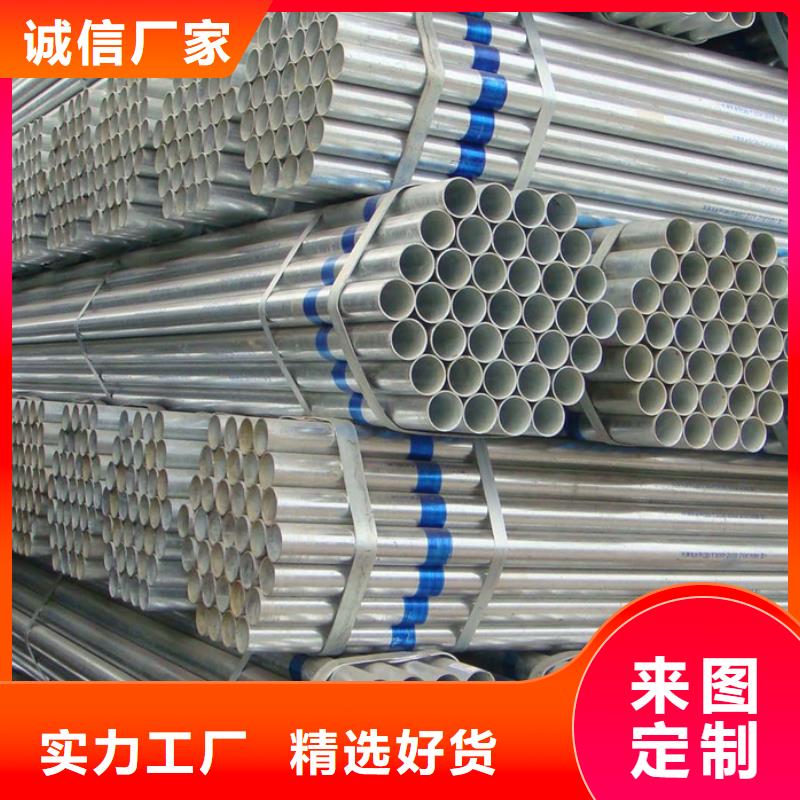
内蒙古热镀锌管的选择应考虑实际操作规范,如手动或自动操作,面板机的特点和类型,以及约束原材料的质量要求,如强度和光泽度。此外,在选择热镀锌钢管的有效厚度时,要了解其使用时间、质量和弯曲应变,还要考虑板材在工作压力下的抗拉强度要求;传热特性;工作压力的普遍性,螺母的规格。如果热镀锌钢管不够厚,很容易弯曲。 如果厚度很大,内蒙古热镀锌钢管过重,不仅会增加热镀锌钢管的成本,还会继续给实际操作造成不必要的困难。此外,还应考虑热镀锌钢管的生产量或使用量。没有均匀的厚度,但同一热镀锌钢管的厚度应尽可能均匀。一般来说,中型钢管的厚度公差在0.05-0.15mm之间。如果要求太严格,切割成本就会增加。一般是结构热镀锌钢管,抗拉强度和强度都比较强,抗工业设备损坏的专业能力高,使用寿命长,但研磨抛光的生产成本也比较高。一种是有机化学着色法,利用特殊的有机化学有机溶液进行氧化,在热镀锌钢管表面形成一层彩色薄膜。重铬氧化物法、混合醋酸法、橡胶材料法。包括pH氧化和部分碱氧化。