

本溪铸铁管百搜不如一问
<本溪>鑫福兴管业有限公司


以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管

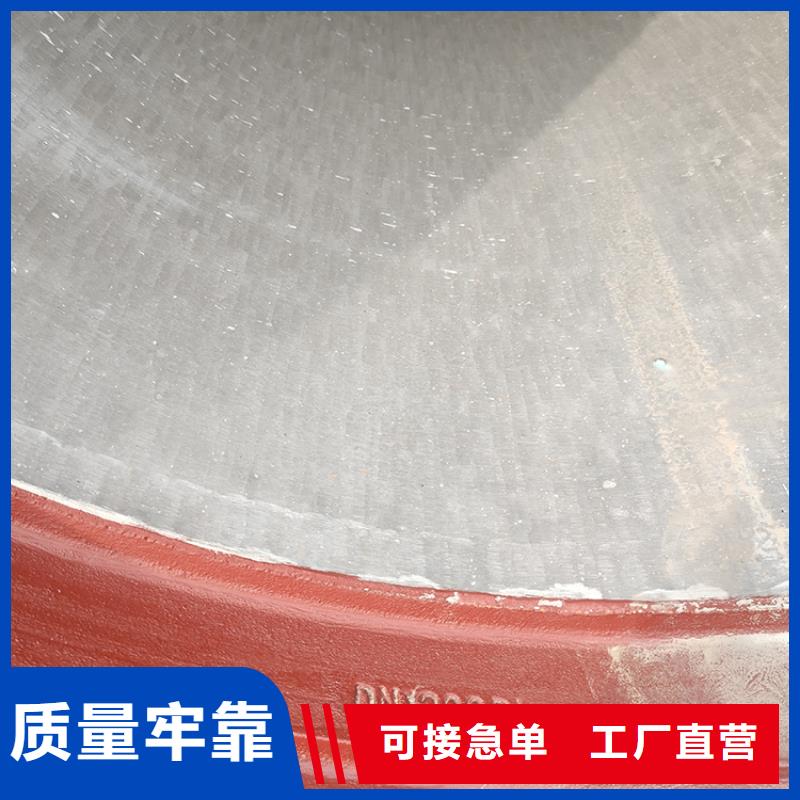
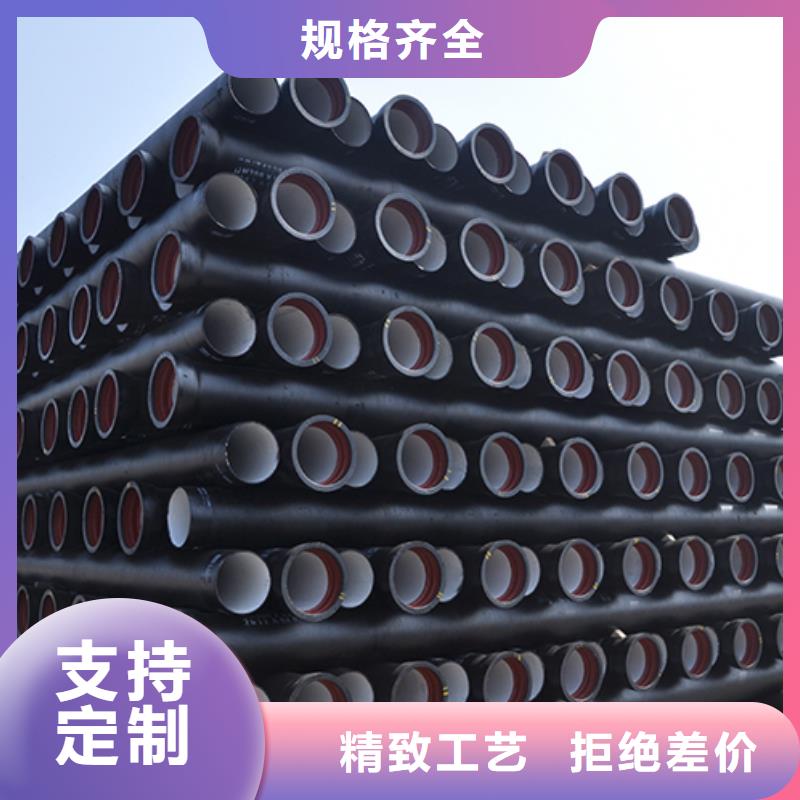
球墨铸铁管优缺点有哪些? 优点在中低压管网(一般用于6MPa以下),球墨铸铁管具有运行安全可靠,破损率低,施工维修方便、快捷,防腐性能优异等。新开发的”岩盾“系列管道可以适用于非开挖施工,广泛应用在过河、穿路、穿越建筑的管线施工中。”赛锌“系列管道则使用特殊锌铝合金外喷涂工艺,数倍提高管道的耐腐蚀性能,广泛用于腐蚀性较强的土壤施工中。缺点一般不使用在高压管网(6MPa以上)。由于管体相对笨重,安装时必须动用机械。打压测试后出现漏水,必须把所有管道全部挖出,把管道吊起至能放进卡箍的高度,安装上卡箍阻止漏水。

ISO2531 DN600--1200MM规格的球墨铸铁管顶管,强度高,承受顶力大,施工时不开挖地面,不拆迁,不破坏地面建筑物,不影响交通,不破坏环境,施工不受气候和环境的影响,省时,高效,安全,综合造价低,防腐效果强;能够穿越公路,铁道,河川,地面建筑物,地下构筑物以及各种地下管线,消除了大中城市供水官网建设和改造过程中的后顾之忧。TF型自锚式球管推出的必要性:管线在安装时经常会遇到地基的不均匀沉陷、转弯处无法安装支墩等的现实情况。所以解决接口的防拔脱问题就显得非常重要。TF型自锚式接口就是在这样的条件下开发出来的。TF型自锚式接口的结构:由焊接在管子插口端的焊环、外形带曲率的锁紧环和特殊的压兰及钩头螺栓组成。自锚式接口图片如右图所示
xinfu