
想要更直观地了解不锈钢管厂家直销-找鑫邦源特钢有限公司产品吗??产品视频,带你走进产品世界
以下是:不锈钢管厂家直销-找鑫邦源特钢有限公司的图文介绍

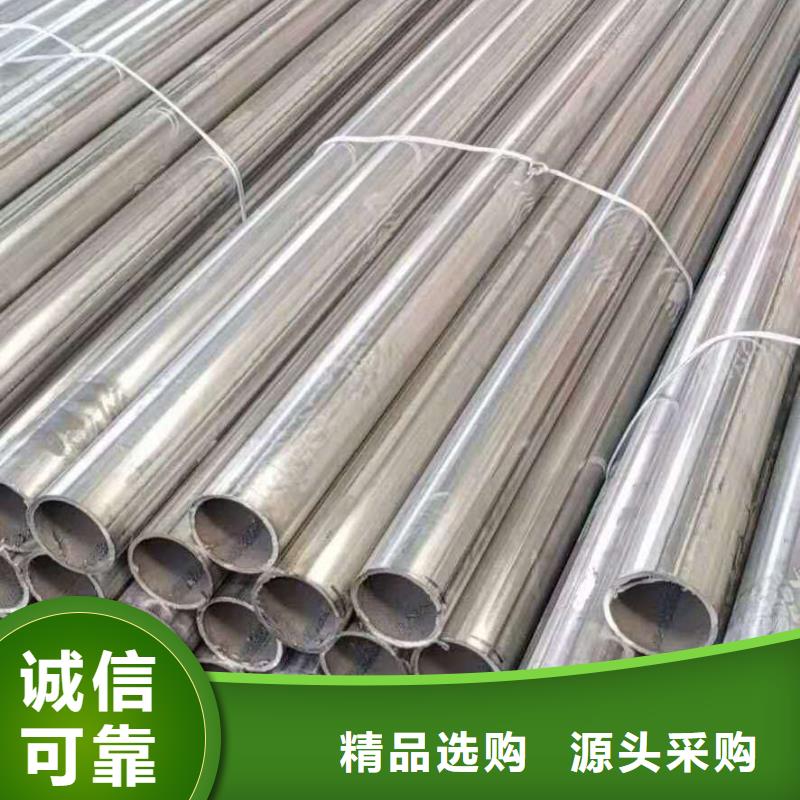
拉丝不锈钢管-不锈钢装饰管-不锈钢焊管不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。 职业公平竞争次序逐步形成、供需联系显着改进、企业效益大幅提高,为钢铁职业脱困开展、转升级打下良好基础。 2017年挨近尾声,修建不锈钢装饰管材终端需求也随之转弱,真实冷季行情是否现已降临。带你逐个剖析:供给--社会库存降幅收窄据统计数据显现:不锈钢装饰管社会库存自2017年10月20日开端便一向呈现削减趋势,至今现已继续了9个周之久。 可是,截止到12月15日,部分商场呈现了库存上升状况。经过对社会库存降幅收窄能够看,修建不锈钢材商场冷季现已悄然无声降临,商家货速度也显着得放缓。而钢厂库存也是呈现了小幅上升。现在修建不锈钢装饰管钢企开工率为662%,由于近期建材价格高位,钢企连续在限产方针下添加开工率,添加产值。 而钢企库存不断添加,商场危险加大。据调研,钢企为了维持其赢利,支撑行情,将操控其现有开工率。需求--各地混凝土紧俏近期受大气污染方针影响及材料日益严重,11日武汉全市预拌混凝土产企业自发安排,现在部分工地现已。


在拉丝不锈钢管材料现是近几年工作,广大商场关于这个新式材料依然处于求过于供状况,这就让拉丝不锈钢管这种材料在商场在很长一段时间里依然有着广大前景。在拉丝不锈钢管技术展开到今天,不锈钢管拉丝技术运也让不锈钢管这种材料得到了更加广泛展开空间,让更多精密物件,更多高端物品上面也可以运不锈钢管,一同也有着更加赋有气味。 在拉丝技术刚刚现没有多久,这种技术就被在了外壳规划制作之中,不锈钢管拉丝技术让外壳不但具有了金属质感,而拉丝技术也让一般不锈钢管具有了新生命力,让外壳更有高端感觉。而这种方法制作金属外壳比起其他金属外壳,不但本钱更加贱价,而且具有着其他金属外壳无法比拟持久运寿数。 在刚刚推华硕笔记本电脑中,不锈钢管拉丝技术也运其间在电脑外壳。笔记本电脑外壳运了这种技术,不但让笔记本电脑传统塑料外壳变得更加具有质感,拉丝外壳也会让笔记本电脑不再惧怕划伤,极大增强了耐磨性。 而且比较其他笔记本外壳,不锈钢管外壳更加简便,极大加强了笔记本电脑商场竞争力。就像石器时转为铁器时,拉丝不锈钢管材料时也将逐渐替铁器时。在不远将来,不锈钢管拉丝技术必定会被运更多更广泛范畴,跟着不锈钢管技术展开,往后必定会有更多物品制作离不开不锈钢管这种材料,而这种拉丝技术必将会给将来人们日子带来更多不一样改变。 2017年是钢铁去产能攻坚年,304拉丝不锈钢管、开展变革委会同相关部分和单位,狠抓各项措施执行,加强查看,强化负面警示,加大力度,超额完成全年5000万吨钢铁去产能方针使命。集中力量撤困扰职业开展多年痼疾“地条钢”,完成4亿吨“地条钢”清,304拉丝不锈钢管有扭转钢铁职业“劣币驱赶良币”局势。



一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。



江门鑫邦源特钢有限公司承诺:将继续以市场为导向,以科技为依托,逐步更新现有 GB/T6479-2013 化肥专用管生产设备以提升 GB/T6479-2013 化肥专用管产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。


为了提高不锈钢制品耐蚀性及装饰性,需要对不锈钢表面进行抛光。目前,使有工、机械、化学三种抛光和电化学抛光。由于现有不锈钢电抛光液都采磷酸和铬酐,在抛光和清洗过程中有不少铬(Ⅵ)及磷酸根在废水中排,造成环境污染,通过试验,推荐下列方和工艺条件。
不锈钢焊管123H3PO4(%)40-5020-30H2SO4(%)15-2020-30HNO3(%)10-15高氯酸(%)8-10冰酸(%)余量H2O余量余量添加剂适量糊精适量甘A添加剂少量t(℃)60-7065-70常温Da(A/dm2)20-3015-3010-30T(min)3-53-83-5不锈钢装饰管电抛光液方2不铬酐,磷酸量少,这种方减少了污染排放。
不锈钢装饰管道裂纹与不锈钢无缝管佳使状态310S是耐热不锈钢中一种,具有很好抗氧化性,耐腐蚀性,广泛于离子膜电解碱管道。由于该材料工艺要求高,一旦母材和填充材料合金元素不齐全、焊接工艺不当、工作状态不好、管道内介质腐蚀、工作力等因都会造成管道裂纹严重缺陷,会给生产带来严重隐患。
那么,对裂纹焊接修复就成为一种重要维修方法。对裂纹进行直接补焊(主要于≤φ89管道裂纹)。做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm止裂孔,已防止打磨焊接过程中裂纹蔓延。然后角磨机磨坡角度α=60°,间隙b=2mm,钝边p=5mm坡。
不锈钢焊管123H3PO4(%)40-5020-30H2SO4(%)15-2020-30HNO3(%)10-15高氯酸(%)8-10冰酸(%)余量H2O余量余量添加剂适量糊精适量甘A添加剂少量t(℃)60-7065-70常温Da(A/dm2)20-3015-3010-30T(min)3-53-83-5不锈钢装饰管电抛光液方2不铬酐,磷酸量少,这种方减少了污染排放。
不锈钢装饰管道裂纹与不锈钢无缝管佳使状态310S是耐热不锈钢中一种,具有很好抗氧化性,耐腐蚀性,广泛于离子膜电解碱管道。由于该材料工艺要求高,一旦母材和填充材料合金元素不齐全、焊接工艺不当、工作状态不好、管道内介质腐蚀、工作力等因都会造成管道裂纹严重缺陷,会给生产带来严重隐患。
那么,对裂纹焊接修复就成为一种重要维修方法。对裂纹进行直接补焊(主要于≤φ89管道裂纹)。做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm止裂孔,已防止打磨焊接过程中裂纹蔓延。然后角磨机磨坡角度α=60°,间隙b=2mm,钝边p=5mm坡。

