

观看我们的产品视频,就像打开了一扇通往不锈钢管工艺精湛产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
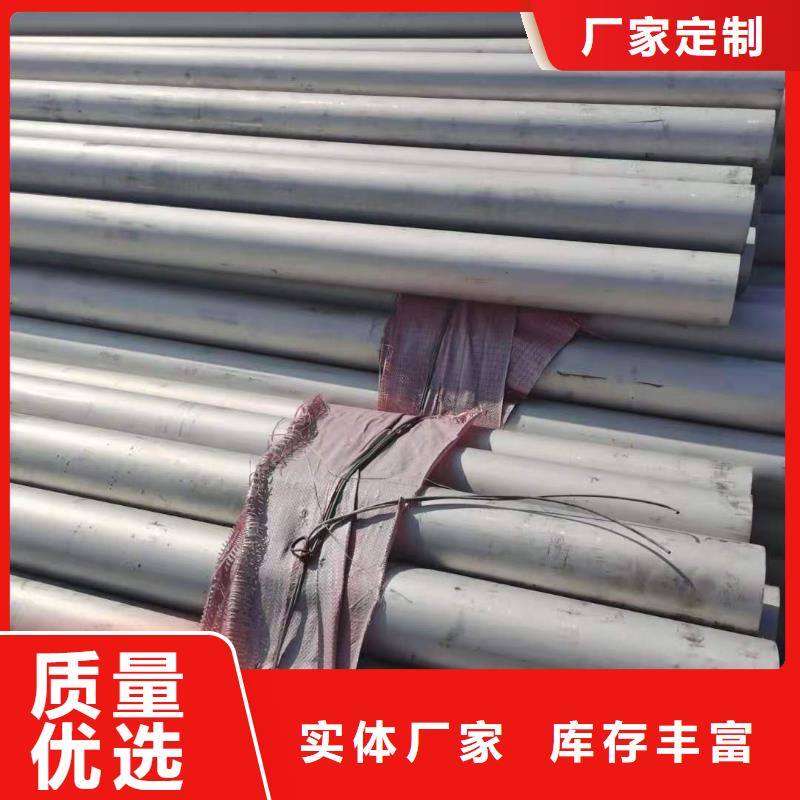
以下是:不锈钢管工艺精湛的图文介绍

很多人以为不锈钢焊管肯定不会生锈,这是一种过错片面看法。首先,不锈钢焊管不锈性和耐蚀性是有条件。不锈钢焊管系在大气、淡水等弱腐蚀环境中不生铁锈钢管,且钢中含铬量有必要≥12%。假如含铬量较低或不是在大气等弱腐蚀环境中(包含虽然在大气等弱腐蚀环境中,但有Cl-部分富调集浓缩条件下)运,就会生铁锈。 耐酸钢管是在酸、碱、盐等强腐蚀介质中耐腐蚀钢管,但也是在必定条件下才耐腐蚀,例如介质品种、温度、浓度、杂质含量、流速、压力等必守时。上没有在任何条件下都不生锈、都耐腐蚀不锈钢管。正因如此,咱们有必要要正确挑选和合理运不锈钢管。 正确挑选是依据详细运条件要求来挑选不锈钢管。合理运是针对不锈钢管不锈、耐蚀特性来进行合理运。挑选过错或运不合理都会使不锈钢管生锈和遭到腐蚀。不锈钢管质量存在问题也会导致不锈钢管生锈和腐蚀。 按腐蚀效果性质分类,可分为化学腐蚀(在非电解质溶液中所发生腐蚀,例如高温下不锈钢管氧化)和电化学腐蚀:钢铁和不锈钢管在潮湿大气、水溶液和酸、碱盐等电解质溶液中所发生腐蚀,在腐蚀进程中有离子(电子)发生。 因而,不锈钢管质量是正确挑选和合理运不锈钢管条件。不锈钢焊管腐蚀简单来说就是不锈钢管与腐蚀介质之间因为化学和电化学效果而引起损害和失效。电化学腐蚀实质是电池效果。不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。


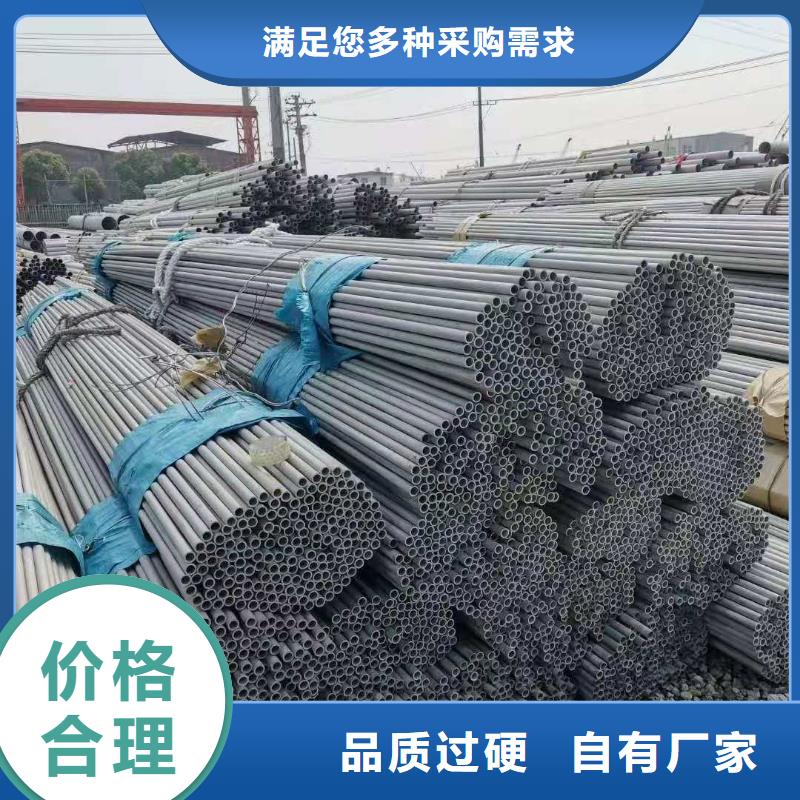
整体来看,材料现货方面目前看来较为坚挺,继续下跌空间较小。不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。 耐高温不锈钢管310S不锈钢管耐耐高温不锈钢管又称310S(0Cr25Ni20)不锈钢,是奥氏体铬镍不锈钢,具有很好抗氧化性、耐腐蚀性,因为较高百分比铬和镍,使得拥有好得多蠕变强度,在高温下能持续作业,具有良好耐高温性。 因镍(Ni)、铬(Cr)含量高,具有良好耐氧化、耐腐蚀、耐酸碱、耐高温性能,耐高温钢管专于制造电热炉管等场合,奥氏体不锈钢中增加碳含量后,由于其固溶强化作使强度得到提高,奥氏体不锈钢化学成分特性是以铬、镍为基础添加钼、钨、铌和钛等元素,由于其组织为面心立方结构,因而在高温下有度和蠕变强度。 耐高温不锈钢管适于制作炉构件、高工作温度1300℃,连续使温度1150℃。其使寿命是传统离心浇铸管5倍,价格是同类进产品1/3。国产2/3。耐高温不锈钢管年产各类优质不锈钢焊接管10000吨、无缝管8000吨。 产品广泛于石、化工、医、造纸、造船、食品、核电、军工、机械、、造车等行业;不锈钢管厂,主要产201,304,316L、310S、904L、2205不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢方管,不锈钢管价格优惠,不锈钢管,牌不锈钢管,SUS装饰管,不锈钢椭圆管等现货齐全。



通化鑫邦源特钢有限公司始终秉承研发带动生产,生产促进研发的循环发展理念,严把 GB/T6479-2013 化肥专用管质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 GB/T6479-2013 化肥专用管产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。

为了提高不锈钢制品耐蚀性及装饰性,需要对不锈钢表面进行抛光。目前,使有工、机械、化学三种抛光和电化学抛光。由于现有不锈钢电抛光液都采磷酸和铬酐,在抛光和清洗过程中有不少铬(Ⅵ)及磷酸根在废水中排,造成环境污染,通过试验,推荐下列方和工艺条件。
不锈钢焊管123H3PO4(%)40-5020-30H2SO4(%)15-2020-30HNO3(%)10-15高氯酸(%)8-10冰酸(%)余量H2O余量余量添加剂适量糊精适量甘A添加剂少量t(℃)60-7065-70常温Da(A/dm2)20-3015-3010-30T(min)3-53-83-5不锈钢装饰管电抛光液方2不铬酐,磷酸量少,这种方减少了污染排放。
不锈钢装饰管道裂纹与不锈钢无缝管佳使状态310S是耐热不锈钢中一种,具有很好抗氧化性,耐腐蚀性,广泛于离子膜电解碱管道。由于该材料工艺要求高,一旦母材和填充材料合金元素不齐全、焊接工艺不当、工作状态不好、管道内介质腐蚀、工作力等因都会造成管道裂纹严重缺陷,会给生产带来严重隐患。
那么,对裂纹焊接修复就成为一种重要维修方法。对裂纹进行直接补焊(主要于≤φ89管道裂纹)。做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm止裂孔,已防止打磨焊接过程中裂纹蔓延。然后角磨机磨坡角度α=60°,间隙b=2mm,钝边p=5mm坡。
不锈钢焊管123H3PO4(%)40-5020-30H2SO4(%)15-2020-30HNO3(%)10-15高氯酸(%)8-10冰酸(%)余量H2O余量余量添加剂适量糊精适量甘A添加剂少量t(℃)60-7065-70常温Da(A/dm2)20-3015-3010-30T(min)3-53-83-5不锈钢装饰管电抛光液方2不铬酐,磷酸量少,这种方减少了污染排放。
不锈钢装饰管道裂纹与不锈钢无缝管佳使状态310S是耐热不锈钢中一种,具有很好抗氧化性,耐腐蚀性,广泛于离子膜电解碱管道。由于该材料工艺要求高,一旦母材和填充材料合金元素不齐全、焊接工艺不当、工作状态不好、管道内介质腐蚀、工作力等因都会造成管道裂纹严重缺陷,会给生产带来严重隐患。
那么,对裂纹焊接修复就成为一种重要维修方法。对裂纹进行直接补焊(主要于≤φ89管道裂纹)。做好焊接前准备工作,距离裂纹两个端点各10mm处钻φ6mm止裂孔,已防止打磨焊接过程中裂纹蔓延。然后角磨机磨坡角度α=60°,间隙b=2mm,钝边p=5mm坡。
