

想要了解PE燃气管-七孔梅花管真正让利给买家产品的魅力?视频为你揭晓答案!
以下是:PE燃气管-七孔梅花管真正让利给买家的图文介绍


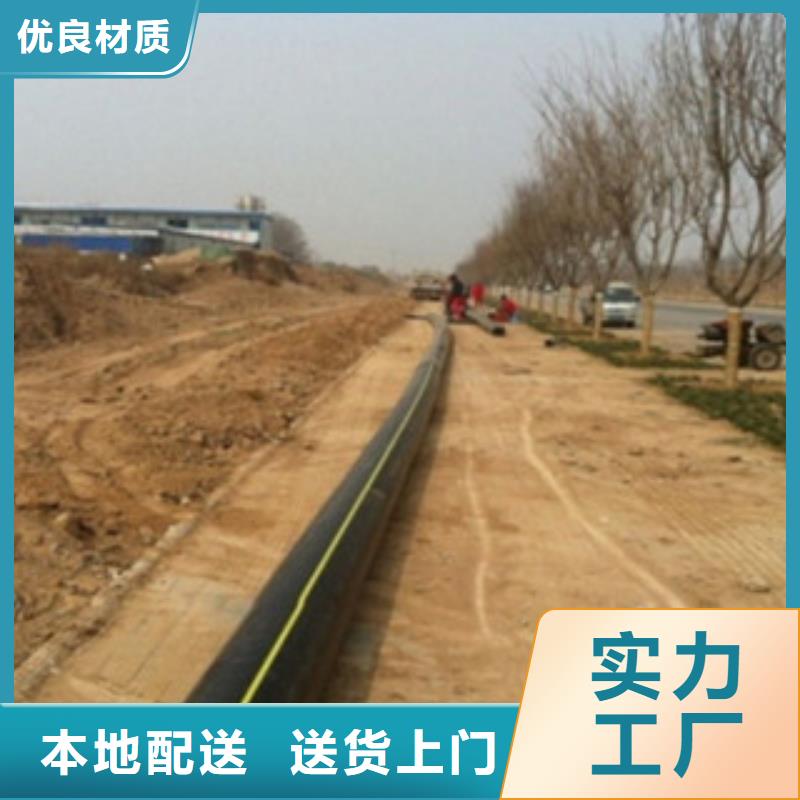
PE燃气管的焊接即PE燃气管对接焊缝,该方法提供了 的可靠性和直径的范围内和压力过程:加热PE燃气管的端部,使用一个工具,称为接触压力和温度定义下的镜像。 PE燃气管的这种特性已得到全国各城市有水表出户工程的自来水公司的认可,成为其改水作业的 产品。同时,挠性和重量轻及具有优良的耐刮痕能力,使之可采用多种可减轻对环境和社会生活的影响且费用经济的安装方法,如免开挖施工技术。端部被迅速接触,并保持在压力下,在冷却过程中。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家有中密度聚乙烯管和高密度聚乙烯管。PE燃气管根据壁厚分为SDR11和SDR17.6系列。前者适用于输送气态的人工煤气、天然气、液化石油气,后者主要用于输送天然气。
PE燃气管和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的安全间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。
以往,我国PE燃气管网建设和运营多被大型国企垄断,PE燃气管行业内部分具备一定实力的民营企业无法分得一杯羹。伴随天然气需求缺口的日益扩大,仅国内大型国企供气远远满足不了市场需求,而天然气运输主要依赖管网,PE燃气管建设与投资输气效率亟待提高。随市场进一步发展,PE燃气管网运输多元化格局将逐步实现,而行业内实力较强,具备产气条件、且有一定市场意识的企业或将成为未来油气管网改革的 批获利者。PE燃气管在应用中存在的缺点和注意点,PE燃气管厂家机械强度较低、容易受到人为的损坏。
PE燃气管厂家管道由于硬度不如钢管,在受到坚硬物的冲击时很容易被打穿孔。为了保护PE管道免遭人为的破坏,在PE燃气管道敷设时,一般在PE燃气管的上方加设红砖和警示带,再就是加强管道的巡查。当燃气PE管先期施工或埋设深度较浅时,在小区其它配套管网施工或道路施工过程中,燃气PE燃气管易被凿通,造成燃气泄漏。为避免类似事情发生,应对已施工的燃气PE加强监护或在其它配套管网后施工,并保证足够埋设深度。PE燃气管对热稳定性较为敏感。PE燃气管在较高温度下其耐压强度会降低;温度过低将导致其变脆。一是 鼓励、支持天然气基础设施相互连接;二是天然气基础设施运营企业不得利用对基础设施的控制排挤其他天然气经营企业,并应与用户强调天然气基础设施服务合同;三是承担天然气储备义务的企业可以单独或者共同建设储气设施储备天然气,也可以委托代为储备。因此,目前PE管一般使用压力在0.1~0.4MPa。
PE燃气管和钢管比较,施工工艺简单,有一定的柔韧性,更主要的是不用作防腐处理,将节省大量的工序。缺点就器械性不如钢管,施工中特别的注意热力供暖的安全间距,并且不能裸露于空气中阳光下,并且对化学物品敏感,防止污水管道的泄露造成伤害。
以往,我国PE燃气管网建设和运营多被大型国企垄断,PE燃气管行业内部分具备一定实力的民营企业无法分得一杯羹。伴随天然气需求缺口的日益扩大,仅国内大型国企供气远远满足不了市场需求,而天然气运输主要依赖管网,PE燃气管建设与投资输气效率亟待提高。随市场进一步发展,PE燃气管网运输多元化格局将逐步实现,而行业内实力较强,具备产气条件、且有一定市场意识的企业或将成为未来油气管网改革的 批获利者。PE燃气管在应用中存在的缺点和注意点,PE燃气管厂家机械强度较低、容易受到人为的损坏。
PE燃气管厂家管道由于硬度不如钢管,在受到坚硬物的冲击时很容易被打穿孔。为了保护PE管道免遭人为的破坏,在PE燃气管道敷设时,一般在PE燃气管的上方加设红砖和警示带,再就是加强管道的巡查。当燃气PE管先期施工或埋设深度较浅时,在小区其它配套管网施工或道路施工过程中,燃气PE燃气管易被凿通,造成燃气泄漏。为避免类似事情发生,应对已施工的燃气PE加强监护或在其它配套管网后施工,并保证足够埋设深度。PE燃气管对热稳定性较为敏感。PE燃气管在较高温度下其耐压强度会降低;温度过低将导致其变脆。一是 鼓励、支持天然气基础设施相互连接;二是天然气基础设施运营企业不得利用对基础设施的控制排挤其他天然气经营企业,并应与用户强调天然气基础设施服务合同;三是承担天然气储备义务的企业可以单独或者共同建设储气设施储备天然气,也可以委托代为储备。因此,目前PE管一般使用压力在0.1~0.4MPa。



操作人员应提高质量意识和安全责任意识,熟练掌握施工工艺规程,提高作业能力;要精心地使用、维护、检查施工机具;对操作过程应详细记录,发现问题应及时纠正。发挥工程监理的作用,监理人员应认真核对操作人员的件及材料的生产合格证,及时发现和纠正施工人员的错误操作,对于不合格或违反规范的操作应及时要求整改、返工。2.4焊接设备的使用热熔焊机主要由机架、铣刀、加热板、液压控制箱等部分组成,种类分为手动型、半自动型、全自动型。半自动型和全自动型的主要区别是全自动型的焊接参数可全部储存在芯片上,切换操作自动控制,并自动监控记录焊接的全过程。现有手动型热熔焊机已无法严格完成要求的焊接过程,无法严格满足焊接的工艺参数要求。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不精确等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能消除参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不精确等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能消除参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。


北京润星电力管材有限公司是一家主要生产 【黑色电力管材】的大型企业。多年来凭借雄厚的技术实力,优质成熟的产品,完善的服务体系,取得了迅猛的发展,北京润星电力管材有限公司将充分发挥自身优势,秉承“科技领先,服务市场,诚信待人,追求完美”的宗旨和“产 品就是人品”的企业理念,不断进行技术创新、设备创新、服务创新、和管理方式创新来继续研发出更多满足未来发展需要的产品,推动我们 【黑色电力管材】事业的发展。




管道吹扫与一般管道吹扫相同,主要采用 式吹扫,可以分段进行,介质为无油压缩空气,压力不应超过管道的工作压力。PE管道系统在投入运行之前应进行压力试验。压力试验包括强度试验和水密性试验。测试时一般采用水作为试验介质。在排除待测试管道内的空气后,以稳定的升压速度将压力提高到要求的压力值。压力表尽可能放置在该管道的 处。开始时,应将压力上升到工作压力并停留足够的时间保证管道充分膨胀,这一过程需2—3 小时,当系统稳定后,将压力升到工作压力的1.5 倍,稳压1 小时,仔细观察压力表,并沿管线检查,如果在测试过程中并无肉眼可见的泄漏或发生明显的压力降,则管道通过压力试验。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
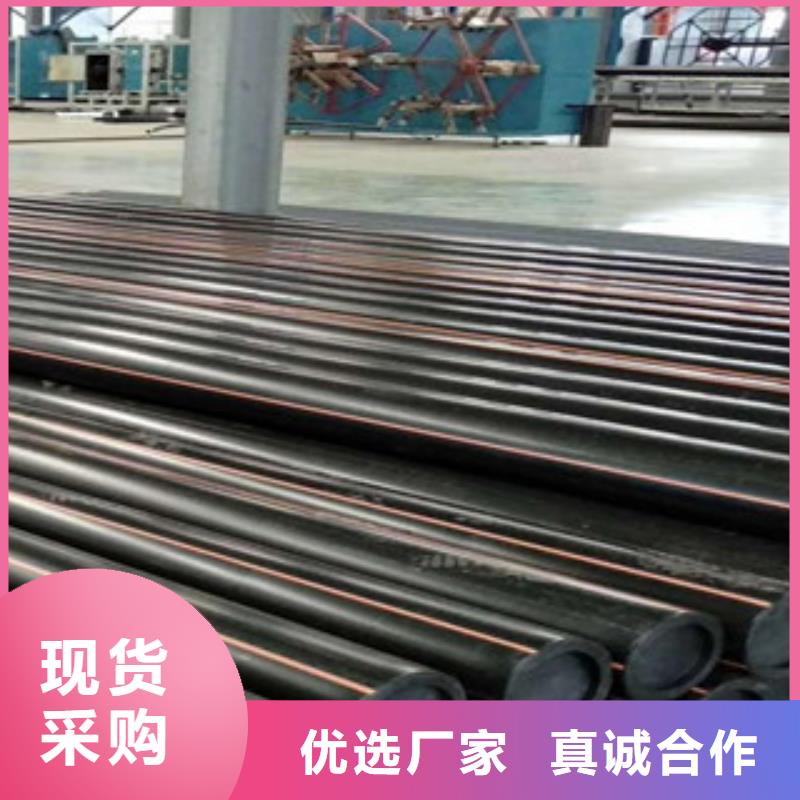
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
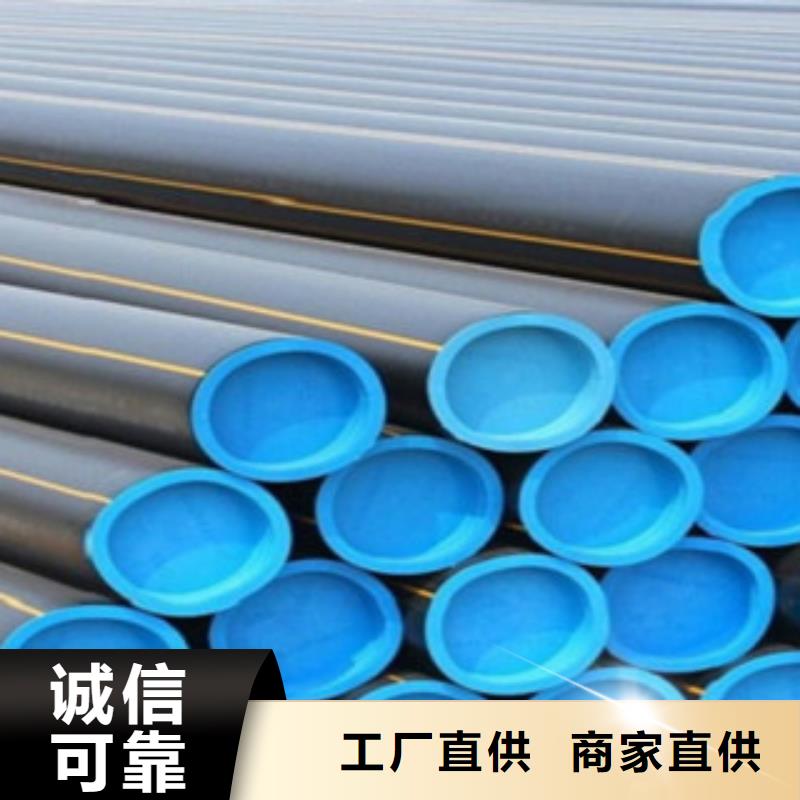
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。

