【衬胶管道,PE管道工厂认证】
发布时间: 2024-09-15 11:31:38 浏览次数:1
以下是:【衬胶管道,PE管道工厂认证】的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 洛阳 |
|---|
| 规格 | 可定制 |
|---|
| 衬里材质 | 优质橡胶 |
|---|
| 连接方式 | 法兰连接 |
|---|
| 连接方式 | 17 |
|---|
| 扯断伸长率 | 550 |
|---|
| 衬里硬度 | 60±5 |
|---|
以下是:【衬胶管道,PE管道工厂认证】的图文视频
导读 【衬胶管道,PE管道工厂认证】,浙江省温州市中雄管业有限公司为您提供【衬胶管道,PE管道工厂认证】的资讯,联系人:薛经理,电话:15517928512、15517928512,QQ:1071751419,发货地:洛阳宜阳产业集聚区发货到浙江省 温州市 鹿城区、龙湾区、瓯海区、洞头区、永嘉县、平阳县、苍南县、文成县、泰顺县、瑞安市、乐清市。 浙江省,温州市 温州市现境古为瓯地,也称东瓯,太宁元年(323年)建郡,为永嘉郡,传说建郡城时有白鹿衔花绕城一周,故名鹿城,上元二年(675年)始称温州,已有2000余年的建城历史。温州是历史文化名城,素有“东南山水甲天下”之美誉,境内有雁荡山、江心屿、楠溪江、铜铃山、百丈漈、南麂列岛、百岛洞头等景点。温州市是中国民营经济先发地、中国数学家的摇篮、中国南戏的故乡、中国鞋都,温州人被国人称之为东方犹太人;是改革开放的前沿阵地,设有温州市金融综合改革试验区,是中国14个首批沿海开放城市之一。
以下是我们上传的【衬胶管道,PE管道工厂认证】实拍视频,您可以点击观看。
以下是:【衬胶管道,PE管道工厂认证】的图文介绍


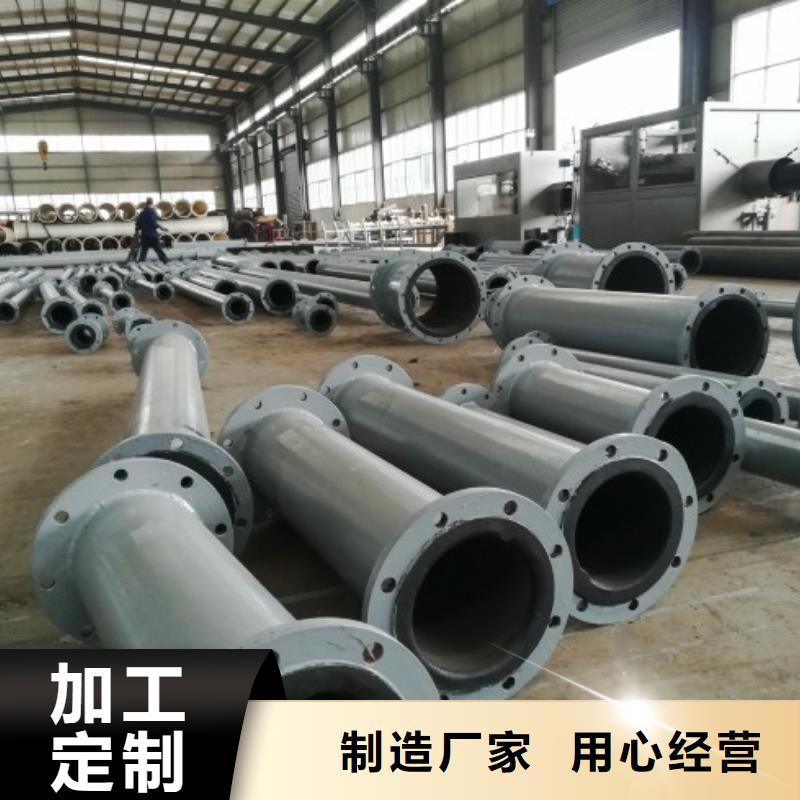
衬胶管道现场施工注意事项:衬管(罐)壁时,由上往下成竖行地进行贴胶,应用此法胶板展开时不易带褶纹,同时便于赶压时排出金属和胶板问的空气。胶板间可采用对接或搭接两种方法衬贴。施工中,多数情况下采用搭接的形式。若采用对接形式时,坡口要对好,对搭l一2mm。衬完第二层后,在接缝处衬一层2mm厚、宽30一40mm的盖胶条,以保证接缝严密和增加一道防护措施,阻滞腐蚀介质沿缝渗透。



衬胶管道橡胶粘接检验标准
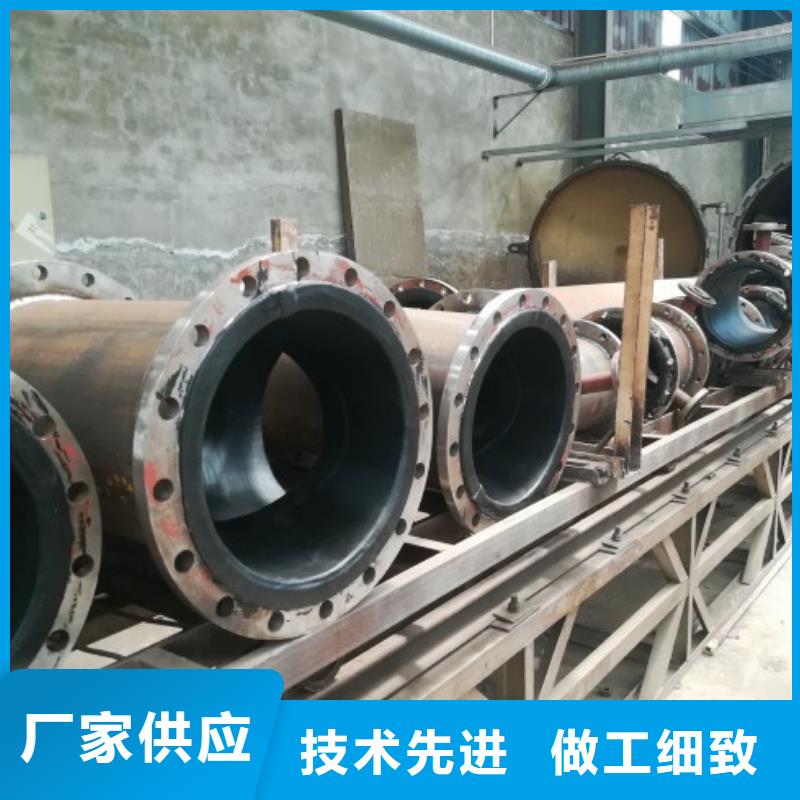
1,金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2,喷砂处理:喷砂是采用吸入式喷砂法,制作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3,胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4,钢管与橡胶粘接后表面达到:
1平整 2光滑 3无气孔 4无凹陷 5无死角。


衬胶管道内衬橡胶经过多层胶黏剂的粘结和高温、高压硫化后与钢管之间紧密连接,形成坚不可摧的整体,在使用过程中不易发生脱落或破裂等不良情况。衬胶钢管可输送140度的高温介质,并且长期高温状态下工作橡胶不会出现变软、脱落等不良情况,衬胶钢管生产过程中的重要工序是高温、高压硫化,硫化温度可达300度,并且持续时间少8小时,由此可见,衬胶钢管耐温能力是毋庸置疑的。



温州中雄管业有限公司实力雄厚,重信用、守合同,生产的 泥浆管道拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 泥浆管道感兴趣,请随时拨打温州中雄管业有限公司热线电话详细了解。

总结 在浙江省温州市采买【衬胶管道,PE管道工厂认证】到浙江省温州市中雄管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:薛经理-15517928512,QQ:1071751419,地址:《宜阳产业集聚区》。