



发布时间:2024-07-13 09:50:52 浏览次数:1 公司名称:[乐山]涌华金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |


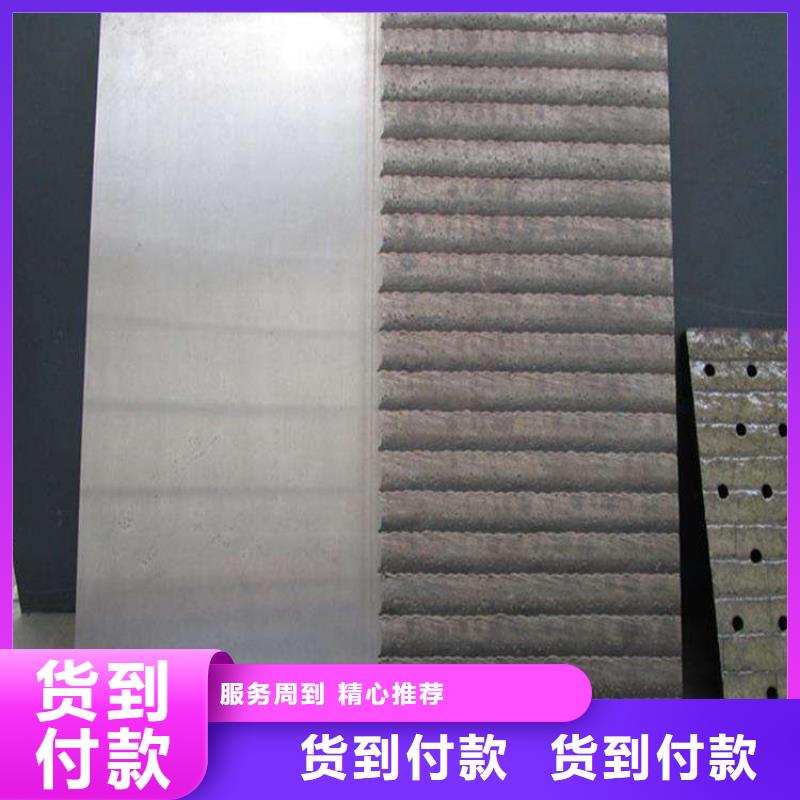
耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用

1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细清除堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



金属表面的处理
1、清除打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地清除打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺消除油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底消除酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。


耐磨板规格齐全可零切
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度最薄为6mm,厚度不限。目前,标准耐磨钢板可提供1200或1450×2000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。



乐山涌华金属科技有限公司位于春晖中路66号。地理环境优越,交通便利。我司主要是以生产 耐磨钢板等产品为主的一家企业,公司严格执行ISO9001:2000质量管理体系标准,不断根据市场需求来改进完善现有的产品,实时开发新产品,公司主要产品 系列: 耐磨钢板等系列。公司宗旨是“质量di yi 用户之上 科技为本 不断创新”,用z u i低廉的价格创造z u i优质的产品, 我们热忱期待着与您携手合作,谋求共同发展,开创二十一世纪新纪元。