

想要真正了解【钢管折弯】_冷拔方钢颜色尺寸款式定制产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:【钢管折弯】_冷拔方钢颜色尺寸款式定制的图文介绍


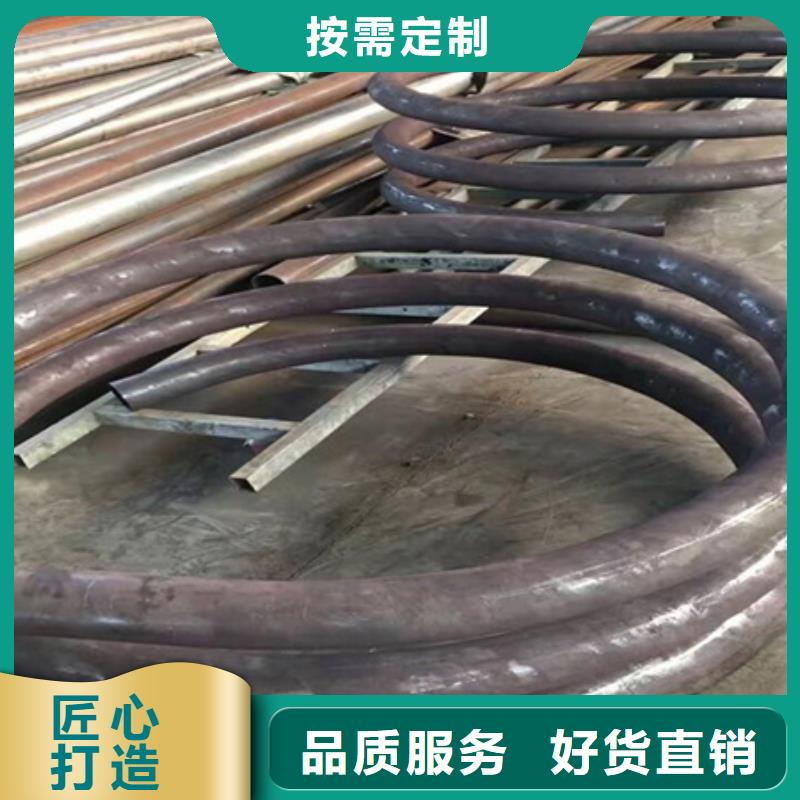
钢管折弯厂家介绍钢管折弯的分类钢管折弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 钢管折弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,钢管折弯可分为顶弯、压弯、辊弯和钢管折弯。压弯是常用的钢管折弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当钢管折弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的钢管折弯机钢管折弯上进行。 当钢管折弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。



东营宏钜天成钢管有限公司自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 耐候钢板上下游产业结构,以行业领军为愿景,为 耐候钢板行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。

钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。

