


云海旭金属材料有限公司
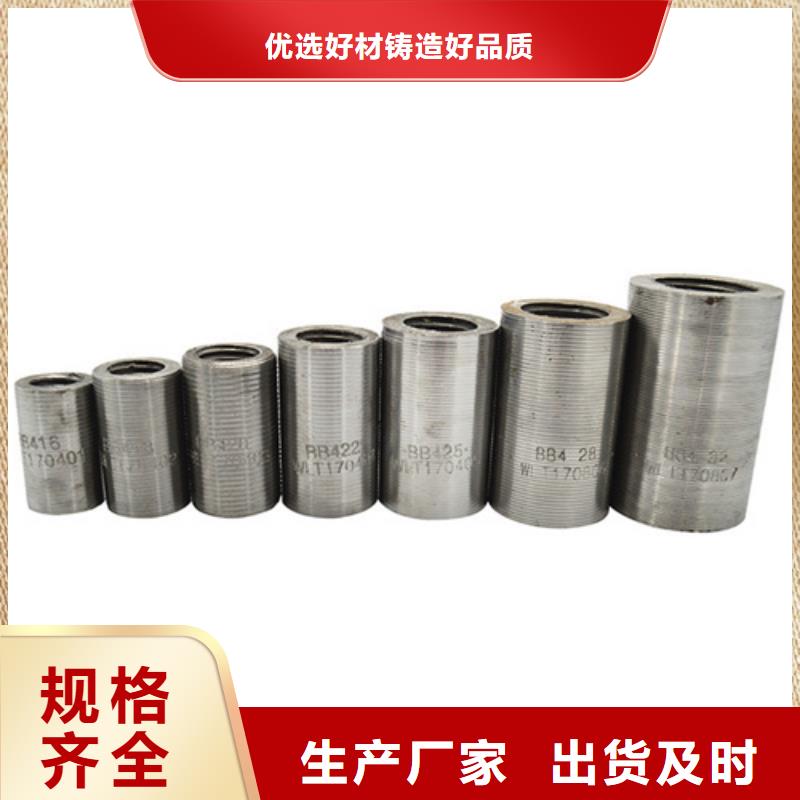
 钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
钢筋套筒端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣采用砂轮切割机或其他专用切断设备,严禁气割。2、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。3、丝头质量检验:操作者对加工的丝头进行的质量检验。4、带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样检验。6、存放待用:按规格型号及类型进行分类码放.
钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
钢筋套筒端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣采用砂轮切割机或其他专用切断设备,严禁气割。2、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。3、丝头质量检验:操作者对加工的丝头进行的质量检验。4、带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样检验。6、存放待用:按规格型号及类型进行分类码放.
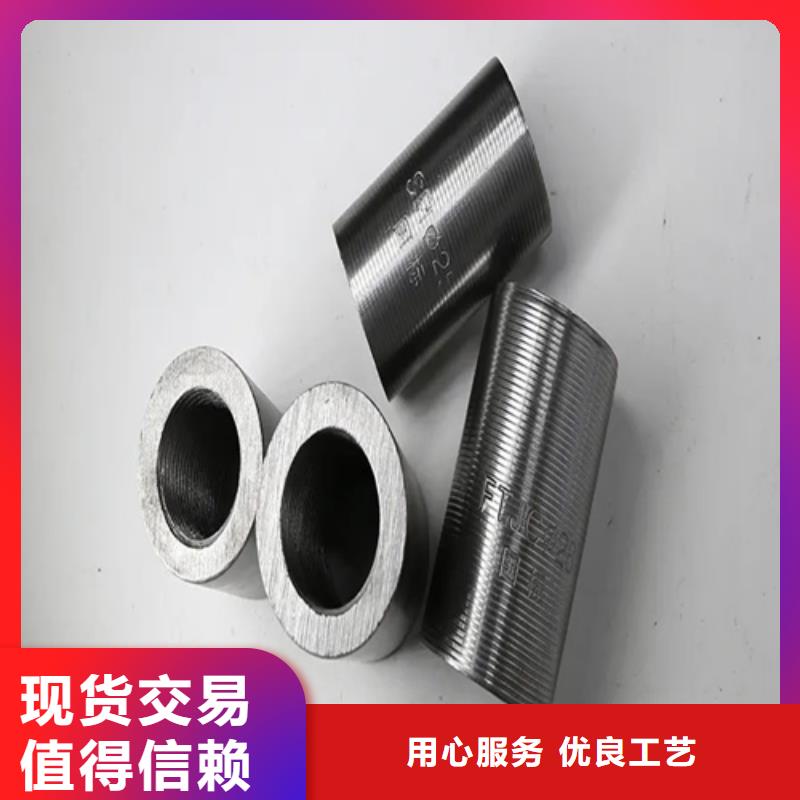
 近十年来,我国在钢筋套筒的机械连接技术方面取得了很大发展,其中挤压连接做为一种新型机械式钢筋连接措施,与传统的搭接和焊接相比具有接头性能可靠、质量稳定、不受气候及焊工技术水平的影响、连接速度快、安全、无明火、不需大功率电源、可焊与不可焊钢筋均能可靠连接等优点。通过在各类高层建筑、大跨结构、桥梁、水工结构、电视塔、核电站等多项重大工程中应用,套筒挤压连接受到了普遍好评。我国的锥螺纹连接技术和国外相比还存在一定差距,突出的一个问题就是螺距单一,从直径16~40mm钢筋采用螺距都为2.5mm,而2.5mm螺距适合于直径22mm钢筋的连接。虽然在一些方面还存在着差距,随着中国套筒生产技术的不断成熟,会把这些差距小化的。
近十年来,我国在钢筋套筒的机械连接技术方面取得了很大发展,其中挤压连接做为一种新型机械式钢筋连接措施,与传统的搭接和焊接相比具有接头性能可靠、质量稳定、不受气候及焊工技术水平的影响、连接速度快、安全、无明火、不需大功率电源、可焊与不可焊钢筋均能可靠连接等优点。通过在各类高层建筑、大跨结构、桥梁、水工结构、电视塔、核电站等多项重大工程中应用,套筒挤压连接受到了普遍好评。我国的锥螺纹连接技术和国外相比还存在一定差距,突出的一个问题就是螺距单一,从直径16~40mm钢筋采用螺距都为2.5mm,而2.5mm螺距适合于直径22mm钢筋的连接。虽然在一些方面还存在着差距,随着中国套筒生产技术的不断成熟,会把这些差距小化的。



| 产品参数 | |
|---|---|
| 产品价格 | 1元/个 |
| 发货期限 | 1-7 |
| 供货总量 | 50000 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 齐全 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |