
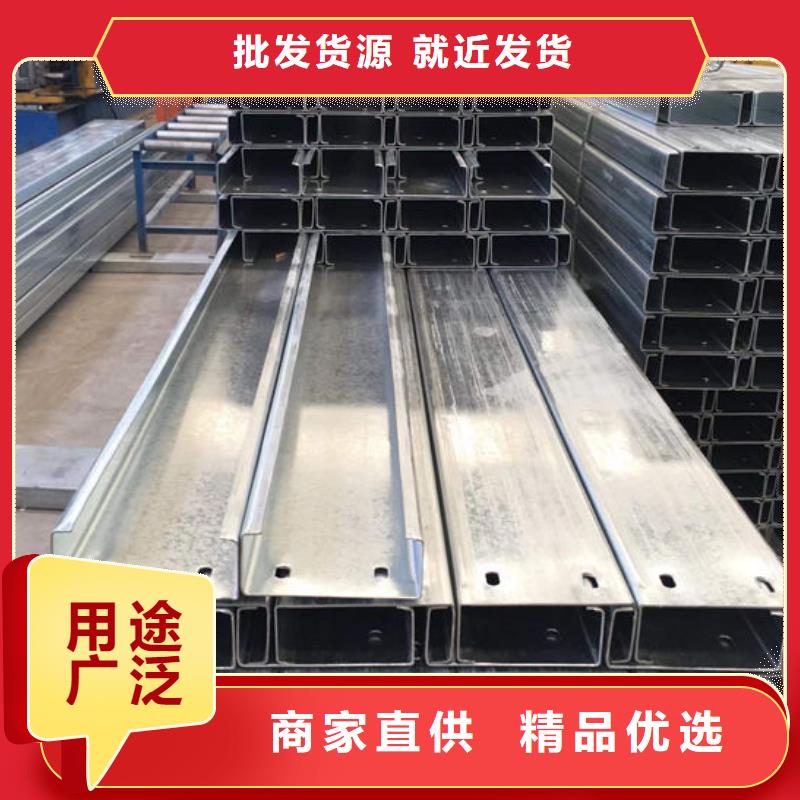





开封螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管钢材则大多采用螺旋焊。大口径螺旋钢管厂家,螺旋管的管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
开封普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于开封普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行开封普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。开封普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
承插式涂塑开封钢管_环氧粉末防腐开封钢管_给排水防腐螺旋开封钢管-万荣管道涂塑无缝开封钢管工艺流程:1、涂料进厂经质量检验合格直接进入静电喷涂,不合格退回厂家;2、开封钢管进厂经质量检验合格进行管口处理,首先对管口毛刺及焊缝磨平(焊筋高度不能超过0.5mm);3、涂塑无缝钢材管管口处理完毕进入酸洗(一般用浓度不超过30%的盐酸,在酸洗池浸泡3分钟以上),对于口径大于DN800以上可以直接进行喷砂除锈即可;4、酸洗完毕进入磷化,首先将经酸洗后开封钢管立即水平放入磷化池浸泡,取出磷化池。目的使开封钢管表面产生一层磷化膜,短时间内不易被氧化,避免再次生锈。
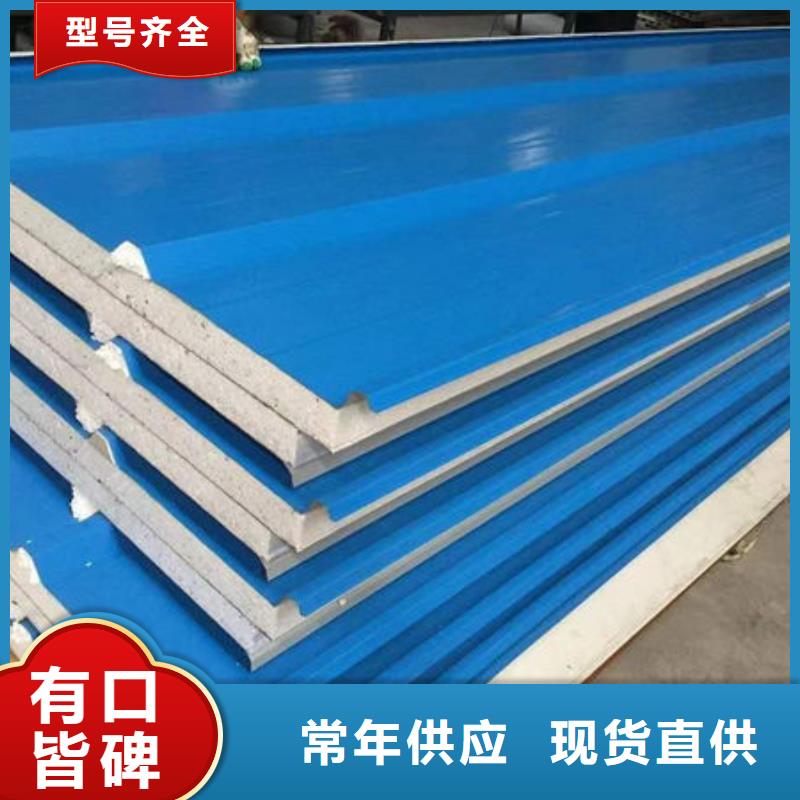
开封彩钢瓦使用方法:清理基层→基面维修加固→涂刷首层防水底涂→铺上增强型聚酯布→涂刷第二层防水底涂→涂刷系统密闭表涂→完工检查修1、在开封彩钢瓦预处理基面上涂刷一防水底涂,夹心瓦尺寸,在其湿润时铺上预定规格的增强型聚酯布,并在其表面涂刷第二层防水底涂,南昌夹心瓦,保证涂层充分浸润聚酯布并与一层底涂相汇接,夹心瓦钢材报价,涂刷时可适当用力确保涂层无气泡、不褶皱。使整个防水系统与基面紧密贴合;2、待开封彩钢瓦整个防水系统表面完全干透后,再涂刷一层表面密闭隔离涂料。
