产品详情
以下是:定做非标研磨管的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
导读 定做非标研磨管,山东省烟台市九冶管业为您提供定做非标研磨管的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到山东省 烟台市 芝罘区、福山区、牟平区、莱山区、长岛县、龙口市、莱阳市、莱州市、蓬莱区、招远市、海阳市。 山东省,烟台市 烟台市,山东省辖地级市,地处中国山东半岛东北部,东连威海市,西接潍坊市,西南与青岛市毗邻,北濒渤海、黄海,与辽东半岛对峙,并与大连市隔海相望,总面积13930.1平方千米。属暖温带季风气候。截至2022年末,烟台市常住人口705.87万人;辖5个区,代管6个县级市,市政府驻莱山区。
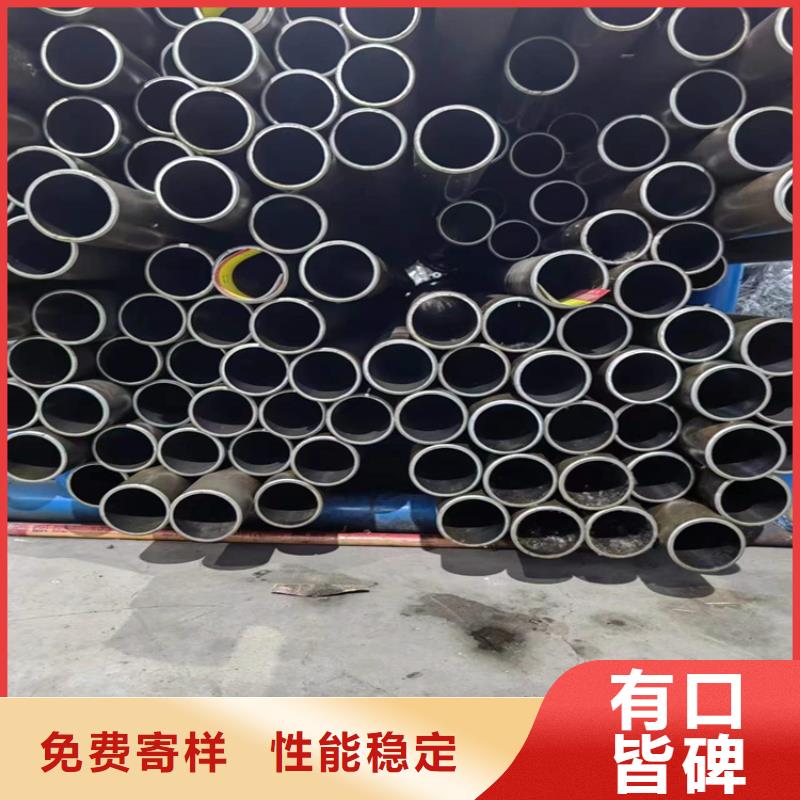
山东烟台市定做非标研磨管
<烟台>九冶管业有限公司
直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。



<烟台>九冶管业有限公司
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。

总结 您是想要在山东省烟台市采购高质量的定做非标研磨管产品吗?山东省烟台市九冶管业是您的不二之选!我们致力于提供品质保证、价格优惠的定做非标研磨管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《开发区丁快工业园》。