



4、本溪螺旋管焊渣的卷入:卷入焊渣就是在焊缝金属中,残存一部分焊渣。
5、本溪螺旋管焊透度不佳:内外焊缝金属重叠度不够,有时未焊透。这种情况叫做焊透度不足。
6、本溪螺旋管咬边:咬边是沿着焊缝中心线,在焊缝边部出现V形沟槽。咬边是在焊速、电流、电压等条件,不适当的情况下产生的。其中焊接速度太高要比电流不适合,更容易引起咬边缺陷。
本溪螺旋管表面清洗的方法介绍:
1、本溪螺旋管清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。

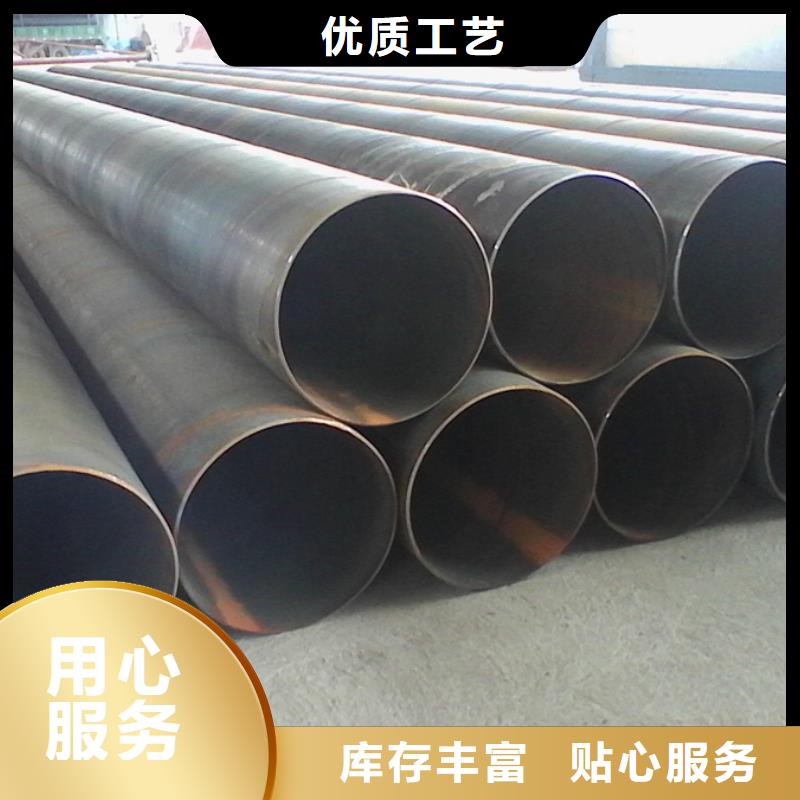
2、本溪螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、本溪螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

2.本溪螺旋管采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷容易控制焊接质量。
3.本溪螺旋管对钢管进行100%的质量检查使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。
4.本溪螺旋管整条生产线的全部设备具备与计算机数据采集系统联网的功能实现数据即时传输由中央控制室对生产过程中的技术参数。
本溪螺旋管厂浅析螺旋管的存放方法和它的使用寿命有很大关系:消费者需要正确对螺旋钢管进行存放.螺旋钢管厂家的工作人员也为大家分享一下他正确的存放方法.首先我们需要近螺旋钢管存放在仓库内不要露天存放.并且需要保证存放仓库内的干净整洁同时也要有良好的排水环境如果地面上存在杂草或者其他的杂物需要清除干净再存放这样做是为了保持螺旋钢管的干净.腐蚀性气体会对螺旋钢管产生腐蚀作用并且将酸碱盐等物质和螺旋钢管接触也会有腐蚀作用所以我们需要做好对螺旋钢管的保护工作避免这些物质和它的接触.在存放的过程中我们还需要做好分类工作这样做是为了避免使用上的不便.我们还要对螺旋钢管进行定期检查如果发现螺旋钢管出现了锈蚀现象我们也需要及时将已经锈蚀的产品剔除出来并且分析出导致锈蚀的原因通过正确处理避免其他螺旋钢管的锈蚀。

本溪螺旋管管道施工图的建筑识图方式应遵照从总体到部分从大到小、从粗到细的标准,将工程图纸与文本、各种各样工程图纸开展对比,便捷逐渐深人与优化。建筑识图全过程是1个从平面图到室内空间的全过程,必需运用投射复原的方式,重现工程图纸上的各种各样线框标记所意味着的螺旋管、附注、器材、机器设备的室内空间部位及其管道的迈向。
首先,建筑识图需从工程图纸文件目录看上去,本溪螺旋管知道工程建设的特性。设计方案企业。螺旋管类型,弄清楚这套工程图纸总共有是多少张,有哪几种工程图纸,及其工程图纸序号;次之看工程施工使用说明、原材料表机器设备表等一连串文字描述,随后依照流程表(电路原理图)、平面设计图、立(剖)面图、系统软件轴测图及详图的次序,逐个详细阅读。
