
产品详细介绍





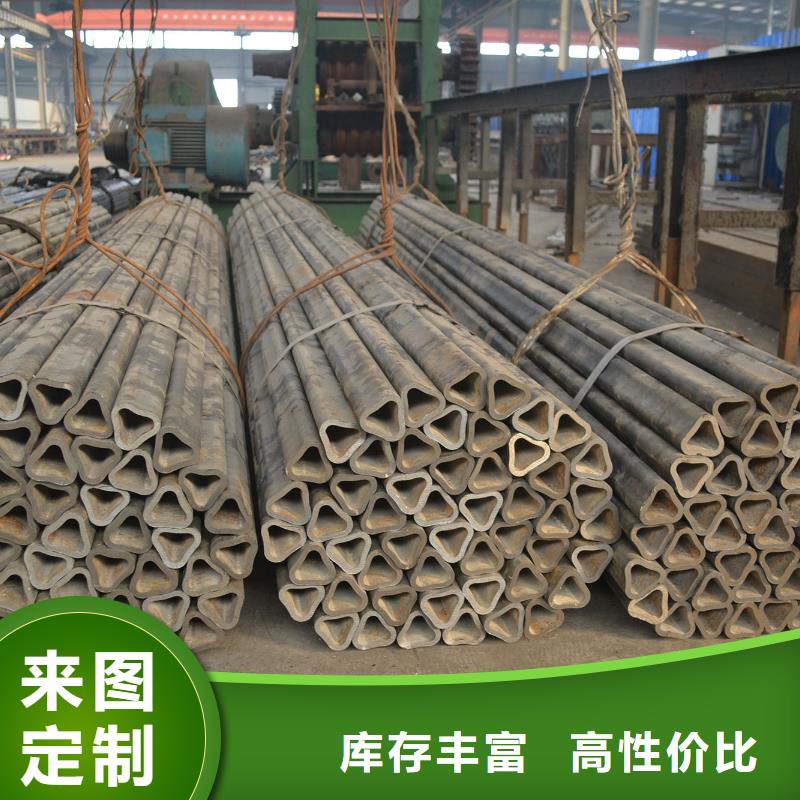
温州异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,温州异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,温州异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。
由于试样凸起部分的薄膜厚度要比凹陷处薄,温州异型管以至于凸出部分的薄膜对电解液的扩散作用比较剧烈。由于该处薄膜薄,电流密度大,电阻也较小,加之对电解液的扩散作用强烈,故能迅速被电解作用溶解掉,使凸起部分逐渐变得平坦,形成光滑的表面。
温州异型管作为阳极接直流电源的正极,用不锈钢、铅等耐电解液腐蚀的导电材料作为阴极,接直流电源的负极。两者相距一定距离浸入电解液中,在一定电压、温度和电流密度下,通电一定的时间,表面上的微小凸起部分便首先溶解,而逐渐变成平滑光亮的表面从而达到表面光亮度增大的效果。
在化学抛光中不锈钢异型钢管表面的抛光是在适当的化学抛光液中经化学侵蚀形成的。温州异型管表面上微观凸起部分的磷酸盐转化膜较薄在化学抛光液中的溶解速率比微观凹下部分要大得多,从而逐渐被整平而获得平滑光亮的表面,达到抛光目的。
温州异型管管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;
温州异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
温州异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
温州异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;
温州异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
温州异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
温州异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
温州异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。
温州异型管为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。
温州异型管热处理一般是以固溶热处理,因为它通常被称为“退火”,1040- 1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化。