异型钢管现货表样品邮寄
发布时间:2024-09-02 13:16:02 浏览次数:1
以下是:异型钢管现货表样品邮寄的产品参数
| 产品参数 |
|---|
| 产品价格 | 4800元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 产品品牌 | 乐道 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 无锡 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属 |
|---|
| 质保时间 | 一年 |
|---|
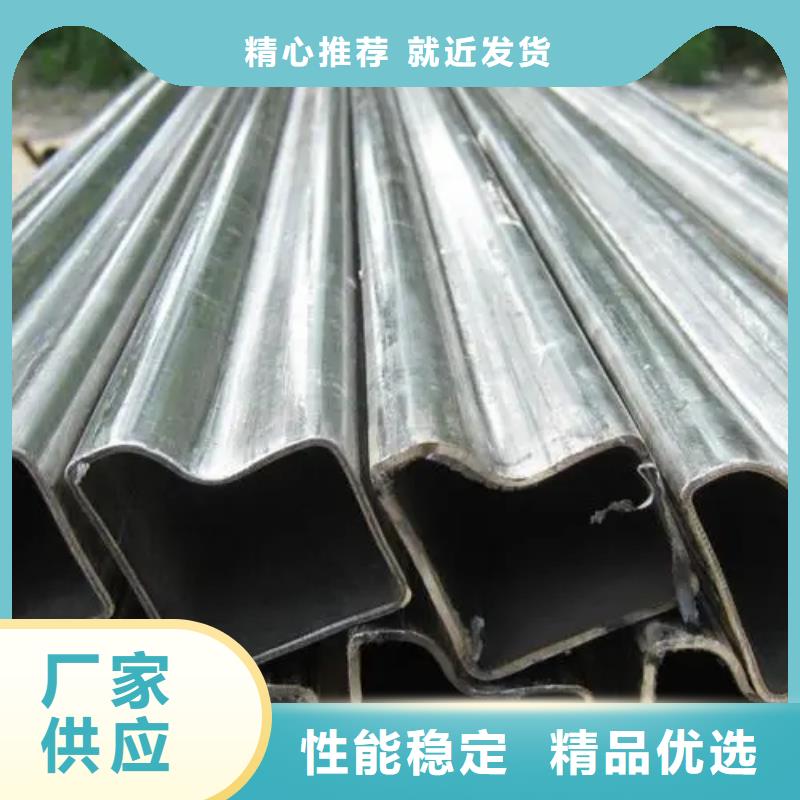
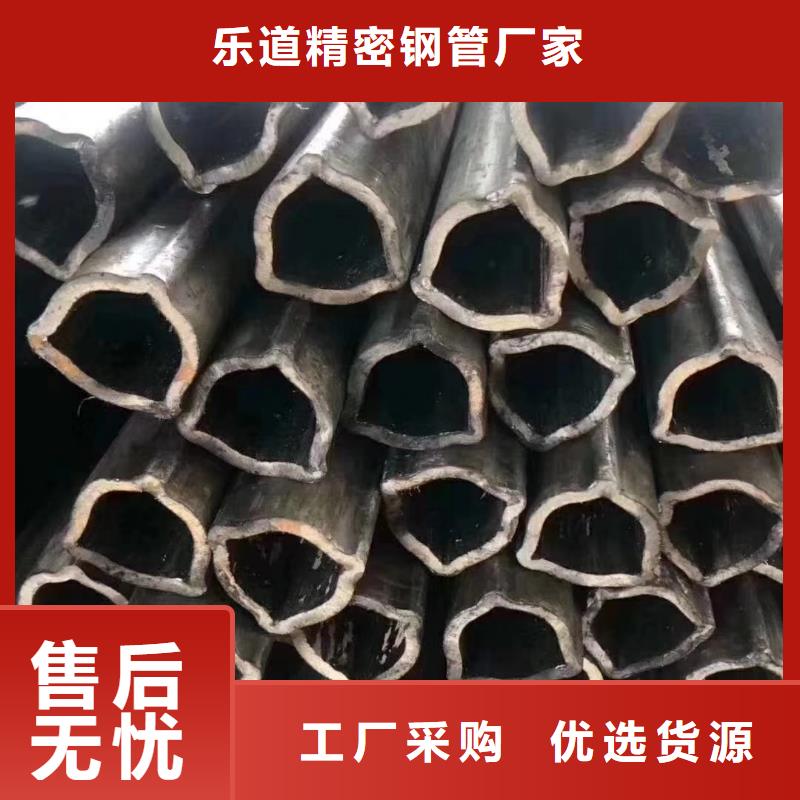
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
|---|
| 适用领域 | 工业输送管道以及机械结构部件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 456 |
|---|
| 工作温度 | 560 |
|---|
| 生产工艺 | 冷拔 |
|---|
| 交货状态 | 冷轧或退火(根据客户用途) |
|---|
| 执行标准 | GB/T3094 |
|---|
以下是:异型钢管现货表样品邮寄的图文视频
导读 异型钢管现货表样品邮寄,广东省阳江市乐道精密钢管厂家专业从事异型钢管现货表样品邮寄,联系人:高经理,电话:0510-83706199、13961857377,QQ:252372346,发货地:无锡国联金属市场168号发货到广东省 阳江市 江城区、阳西县、阳东区、阳春市,以下是异型钢管现货表样品邮寄的详细页面。 广东省,阳江市 阳江市,别称鼍城、阳江城。广东省辖地级市,地处广东西南沿海,扼粤西要冲,东部、西部和北部为群山所环抱,南面濒临南海,属亚热带季风气候。全市土地面积7966.8平方千米,海域面积1.23万平方千米;辖2个市辖区、1个县,代管1个县级市。截至2022年末,阳江市常住人口262.22万人。
<阳江>乐道精密钢管厂家专注阳江异型管等产品,主营阳江异型管。本着“客户,诚信至上”的原则,与多家企业建立了长期的合作关系。热诚欢迎新老朋友前来参观、考察、洽谈业务。公司坐落于国联金属市场168号欢迎惠顾!


阳江异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
阳江异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
阳江异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
阳江异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
阳江异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
阳江异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
阳江异型管焊嘴与异型管间的距离以15-25mm为宜。



总结 您是想要在广东省阳江市采购高质量的异型钢管现货表样品邮寄产品吗?广东省阳江市乐道精密钢管厂家是您的不二之选!我们致力于提供品质保证、价格优惠的异型钢管现货表样品邮寄产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-13961857377,QQ:252372346,地址:《国联金属市场168号》。