

联系我们

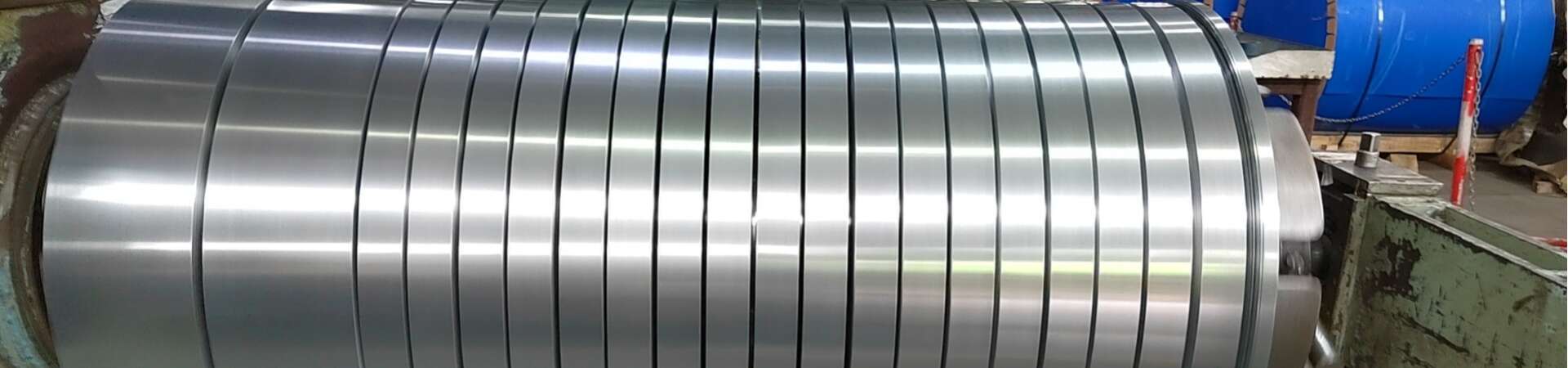
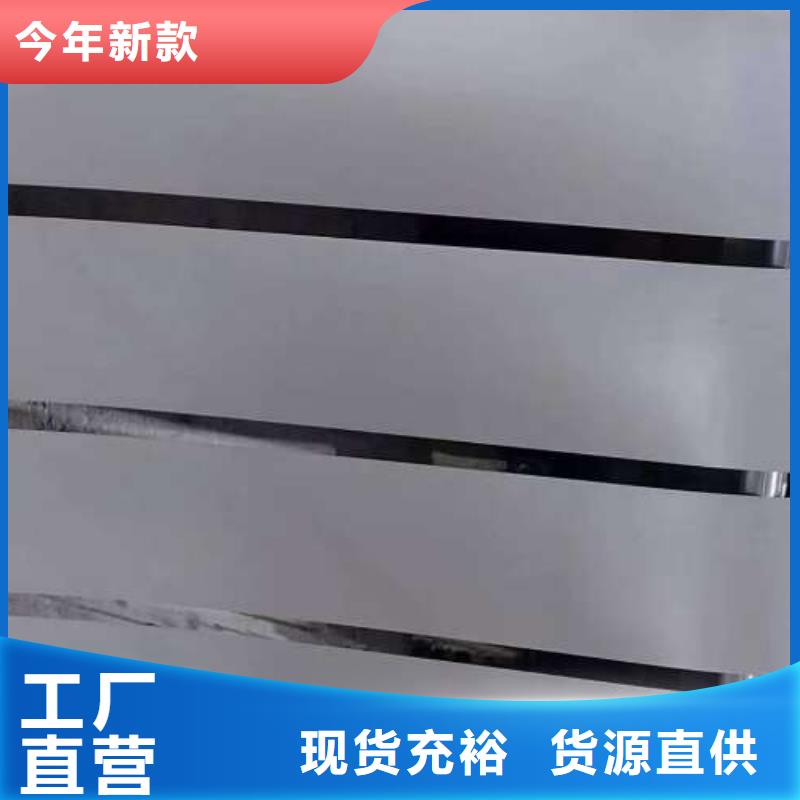
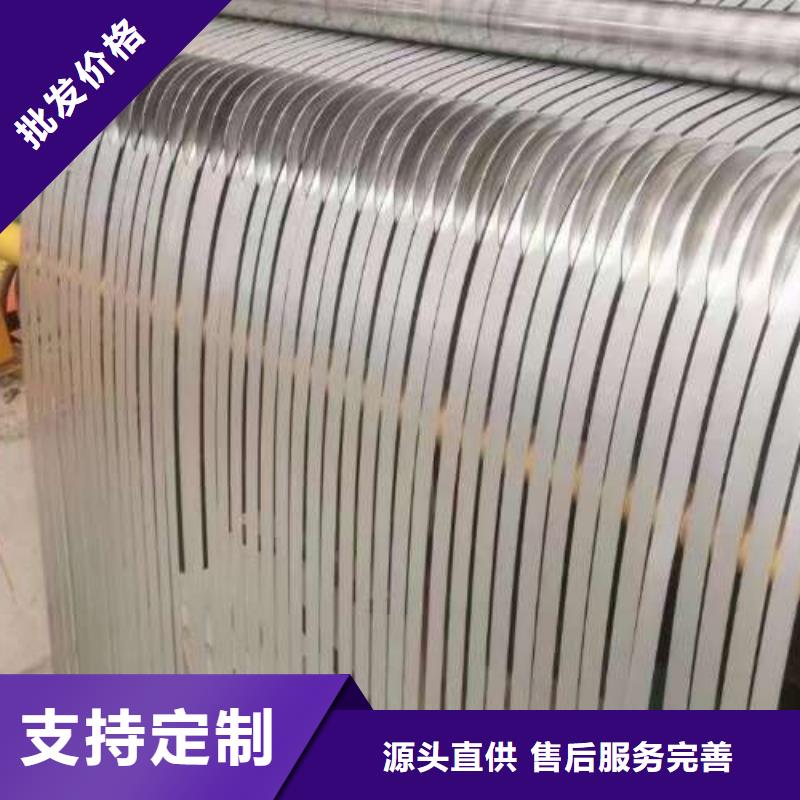
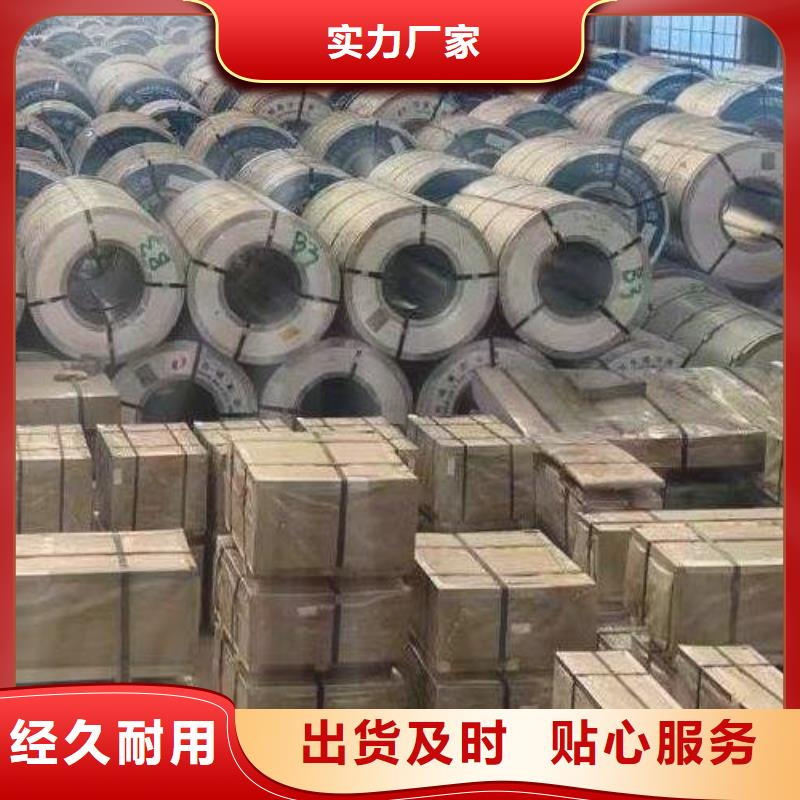
标准硅钢片50WW470自粘接涂层
发布时间:2024-08-07 08:23:15 浏览次数:2 公司名称:[商丘]久铭国际贸易有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 2天 |
| 供货总量 | 510 |
| 运费说明 | 代运 |
| 最小起订 | 0.1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 电工钢 |
| 产品品牌 | 宝钢武钢 |
| 产品规格 | 多规格 |
| 发货城市 | 上海 |
| 产品产地 | 上海 |
| 加工定制 | 是 |
| 产品型号 | BQB |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 银灰 |
| 质保时间 | 3年 |
| 适用领域 | 广泛 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 铁损 | 铁损损耗小 |
| 磁感 | 磁感应轻度高 |
| 叠片 | 叠装系数高 |
| 冲片性 | 冲片性好 |






电工钢属于冷轧系类,冷轧带钢的要求主要有以下几个方面:表面状态和表面粗糙度。冷轧带钢具有好的加工性和美观的表面,多用于外用板材和深冲板材,因此必须避免表面缺陷。尺寸和形状 度。冷轧带钢的尺寸度包括厚度、宽度和长度,其偏差在相关标准中均有规定。形状 度一般用平坦度、横向弯曲、直角度表示,其允许值在标准中也有规定。加工性。冷轧产品用途广泛,加工方法很多,从简单的弯曲到深冲压加工,按加工性可分为成型性(扩展性和深冲性)和形状性两种。成型性是指加工形状的能力。形状性是指在加工成形状后卸掉载荷所得到的尺寸和形状,同时把保持住加工形状的特性称为形状稳定性。
电工钢加工工艺流程和工序冷轧取向硅钢工艺流程→?一次冷轧→?中间退火→?二次冷轧→?脱炭退火涂隔离层→?罩式炉高温退火→?热平整涂绝缘层→?纵切(或横切)→?包装脱炭退火涂隔离层-------------典型的涂MgO隔离层,用于取向硅钢。罩式炉高温退火--------一般也是取向硅钢,部分半工艺无取向硅钢也用罩式退火,只是温度比取向要低些。冷轧无取向硅钢工艺流程:铁水脱硫预处理→?转炉吹炼→真空处理→?连铸→?热轧→?酸洗冷轧联合机组→纵切机组/切边重卷机组→?宽卷包装/窄卷包装。为了简化传统无取向电工钢的生产工艺降低消耗提高无取向电工钢的磁学性能通过氧气顶吹转炉(BOF)-RH真空处理-LF精炼炉-薄板坯连铸连轧(CSP)-酸洗连轧-连续退火流程来实现更大批量生产。
电工钢自粘接涂层 Z自粘接涂层为有机成分,具有很高的层间电阻。但有异于前述六种涂层,它在钢卷交货时并不是完全状态,需要用户使用推荐的工艺加工才能达到设计效果。产品特点:其固定方式和常见的铆接、焊接、螺栓方式不同,刚度、强度更高,振动和噪音小。交货状态:涂层还没有发生完全固化,具有进一步粘接、固化的活性,涂层硬度、耐蚀性尚没有达到 。使用方式:用户使用时,先将钢板冲制成芯片,然后加压固定成型,在保压条件下入炉加热固化,芯片彼此粘接在一起,形成整体。用户固化的推荐工艺:温度为160~230℃,模具压紧的压力为0.3~3Mpa,时间保持1~3h。固化后,涂层处于终稳定的状态,涂层硬度、强度、粘接力达到 。涂层时效时间:该钢卷仓储有效期为半年。涂层缺点:该涂层不能承受正常的消除应力退火温度。适用于该涂层的工作温度通常不超过190℃。(该涂层能耐受150℃的长期工作温度)
冷轧无取向电工钢硅钢片是将钢坯或连铸坯热轧成厚度约2.3mm带卷。制造低硅产品时,热轧带卷酸洗后一次冷轧到 0.5mm厚。制造高硅产品时,热轧带酸洗后(或先经800~850℃常化后再酸洗),冷轧到0.55或0.37mm厚,在氢氮混合气氛连续炉中850℃退火,再经6~10%小压下率冷轧到0.50或0.35mm厚。这个小压下率的冷轧可使退火时晶粒长大,铁损降低。这两种冷轧板都在20%氢氮混合气氛下连续炉中850℃退火,然后涂磷酸盐加酸盐的绝缘膜。晶粒取向硅钢一般都含Si3%,要求钢中氧化物夹杂含量低,并必须含有C0.03~0.05%和抑制剂(第二相弥散质点或晶界偏析元素)。