
产品详细介绍



营口珩磨管油缸管绗磨管随着珩磨管的使用越来越广,其产品质量也越来越参差不齐,珩磨管是重要的设备元件,除却材质的好坏能影响它的使用寿命之外,日常的保养也是提高其工作效率,增加其使用寿命的重要的措施。珩磨管在使用一段的时间之后,通常会出现一些较为微小的故障,一旦将它们忽视,小问题就会成为大问题。由于珩磨管的主要工作部分是活塞和缸筒部分,所以活塞与缸筒部分容易出现问题,所以该部分的保养也变得很重要。该部分常见的问题是活塞杆的划伤和缸筒的磨损,一旦该部分出现问题,珩磨管的正常工作就很难进行,所以要适时的检查与修补。珩磨管在工作时如果发出一些奇怪的声响,就代表油缸内出现问题,需要及时解决。

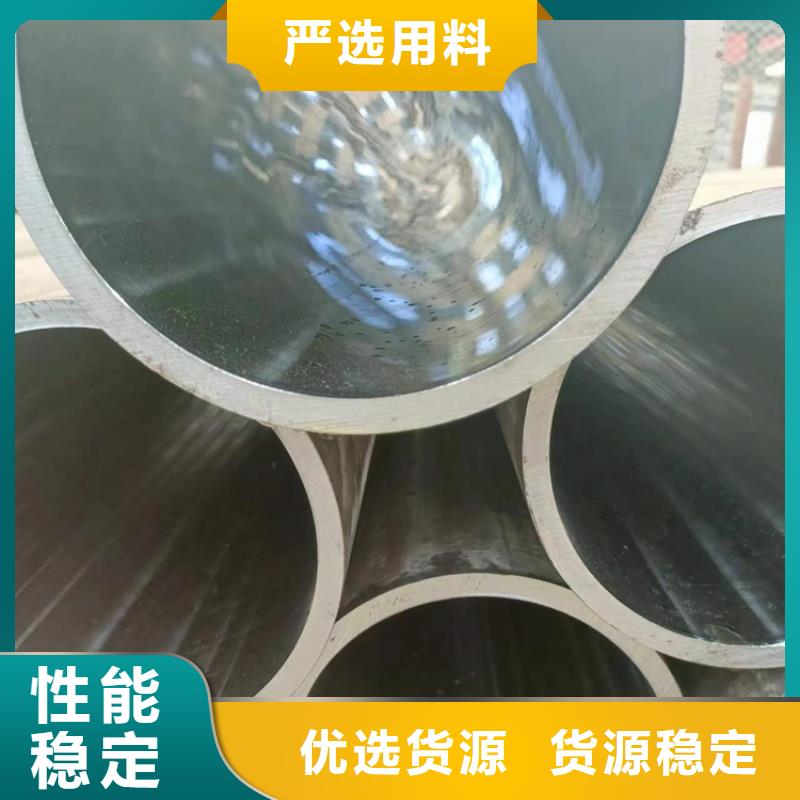
营口珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管
营口企业旺旺珩磨管绗磨管油缸管为了提高效率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。
营口珩磨管油缸管绗磨管另外,珩磨管在工作时,会有一部分机械能转化为热能,因而需要使用者适时检查油温的改变情况。因为珩磨管的活塞初始运动较为困难,所以在运作机械时,应先让珩磨管的活塞无负荷自由运转一小部分时间。珩磨管中的主要运作介质是液油,因此要求要让液油保持干净。
珩磨管的正常工作需要人为的正常保养,在使用时,应先仔细阅读说明书,对其了解后方能使用。如何提高珩磨管的光洁度一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
