



简约不浮华,不简单实用。我们的【冲压件20G高压无缝管超产品在细节】产品视频用最直观的方式展现产品的实用性和价值。
以下是:【冲压件20G高压无缝管超产品在细节】的图文介绍
辽宁金海金属材料有限公司成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 无缝方矩管厂家产品品质,以此提升公司的全方位服务满意度.


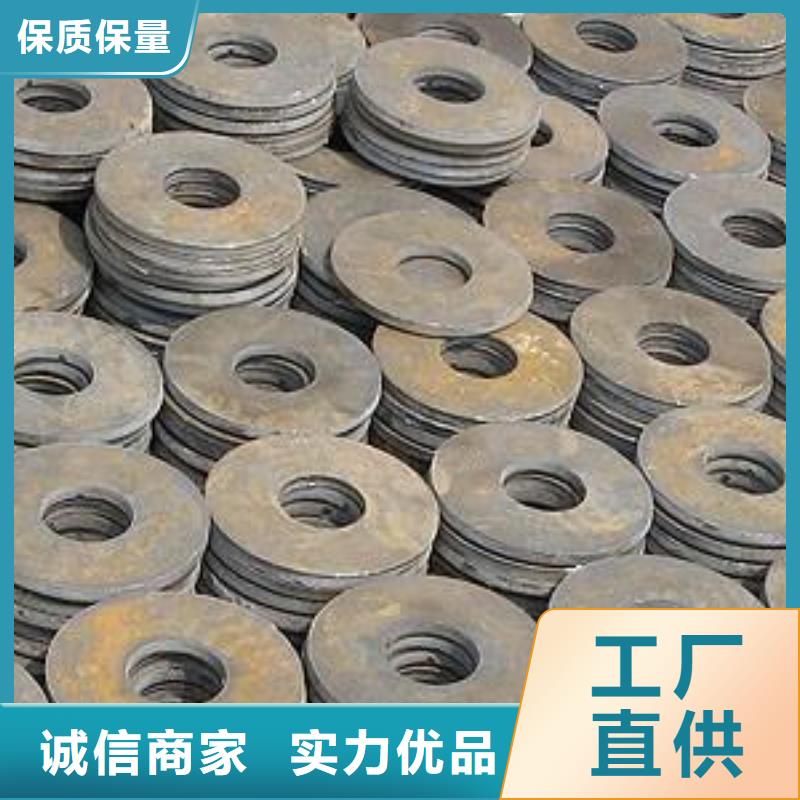
中国五金冲压件的出口增长率越来越大。可以看出五金冲压件的质量可以得到国外的任或来自冲压件的加工。五金冲压件广泛的应用于我们生活当中的各个领域,包括一些电子器件、汽车配件、装饰材料等等。五金冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。五金冲压件的尺寸精度是指冲压件实际尺寸与基本尺寸的差值,差值越小,则五金冲压件尺寸精度越高。
精密五金冲压件的尺寸精度偏差是冲压件中常见的问题之一。精密五金冲压件的尺寸精度一般可分为精密级和普通级 ,精度等级是通过冲压技术可以达到的精度,而普通等级是通过更经济的手段可以达到的精度。
五金冲压件的尺寸精度是指冲压件的实际尺寸与设计尺寸之间的差异。差异越小,准确度越高。 在理想情况下,冲裁件的尺寸与凹模刃口的尺寸相同,而冲裁件的尺寸与凸模刃口的尺寸相同。 事实上,由于冲裁过程中工件上的应力,会发生一定量的弹性变形。冲裁后,工件会发生弹性回复,导致冲裁件尺寸与凹模刃口尺寸不一致,冲裁件尺寸与凸模刃口尺寸不一致,影响冲压件的尺寸精度。
影响五金冲压件尺寸精度的因素很多,如冲裁间隙、冲模制造精度、材料性能和厚度、冲压件形状和尺寸,其中主要因素是冲裁间隙。 当凸模和凹模之间的间隙过大时,材料在冲裁过程中会受到较大的拉伸作用,从而导致较大的拉伸变形。
冲裁完成后,由于材料的弹性回复,冲裁件的尺寸减小,冲裁件的尺寸增大。 当间隙太小时,材料将由于凸模和凹模的挤压而压缩和变形。 冲裁后,材料的弹性回复增加了冲裁件的尺寸并减小了冲裁件的尺寸。 冲压件的尺寸精度也与材料的性能和厚度有关。 由于材料的性质直接决定了板材在冲裁过程中的弹性变形量,对于较软的材料,弹性变形量较小,冲裁后的弹性回复量也较小,因此对于精度较高的较硬材料,弹性变形量较大,冲裁后的弹性回复量也较大,因此在低精度冲裁薄材料时,弹性拱度较大,弹性回复量较大,工件精度较低。
此外,尺寸精度也与零件的形状和尺寸有关。 零件尺寸越大,形状越复杂,模具制造调整越困难,模具间隙不容易保证均匀性,尺寸偏差越大。 如果模切边缘的制造精度低,冲压件的精度就不能得到保证。 因此,凸模和凹模刀刃尺寸的制造公差应根据冲压件的尺寸精度要求来确定。
推荐文章:精密五金冲压生产及设计标准应该如何规划
精密五金冲压件的尺寸精度偏差是冲压件中常见的问题之一。精密五金冲压件的尺寸精度一般可分为精密级和普通级 ,精度等级是通过冲压技术可以达到的精度,而普通等级是通过更经济的手段可以达到的精度。
五金冲压件的尺寸精度是指冲压件的实际尺寸与设计尺寸之间的差异。差异越小,准确度越高。 在理想情况下,冲裁件的尺寸与凹模刃口的尺寸相同,而冲裁件的尺寸与凸模刃口的尺寸相同。 事实上,由于冲裁过程中工件上的应力,会发生一定量的弹性变形。冲裁后,工件会发生弹性回复,导致冲裁件尺寸与凹模刃口尺寸不一致,冲裁件尺寸与凸模刃口尺寸不一致,影响冲压件的尺寸精度。
影响五金冲压件尺寸精度的因素很多,如冲裁间隙、冲模制造精度、材料性能和厚度、冲压件形状和尺寸,其中主要因素是冲裁间隙。 当凸模和凹模之间的间隙过大时,材料在冲裁过程中会受到较大的拉伸作用,从而导致较大的拉伸变形。
冲裁完成后,由于材料的弹性回复,冲裁件的尺寸减小,冲裁件的尺寸增大。 当间隙太小时,材料将由于凸模和凹模的挤压而压缩和变形。 冲裁后,材料的弹性回复增加了冲裁件的尺寸并减小了冲裁件的尺寸。 冲压件的尺寸精度也与材料的性能和厚度有关。 由于材料的性质直接决定了板材在冲裁过程中的弹性变形量,对于较软的材料,弹性变形量较小,冲裁后的弹性回复量也较小,因此对于精度较高的较硬材料,弹性变形量较大,冲裁后的弹性回复量也较大,因此在低精度冲裁薄材料时,弹性拱度较大,弹性回复量较大,工件精度较低。
此外,尺寸精度也与零件的形状和尺寸有关。 零件尺寸越大,形状越复杂,模具制造调整越困难,模具间隙不容易保证均匀性,尺寸偏差越大。 如果模切边缘的制造精度低,冲压件的精度就不能得到保证。 因此,凸模和凹模刀刃尺寸的制造公差应根据冲压件的尺寸精度要求来确定。
推荐文章:精密五金冲压生产及设计标准应该如何规划



冲压折弯件是冲压加工中非常常见的五金冲压件。在实际生产中,冲压折弯件的外观和尺寸经常不符合图纸上的标准。到底是什么什么环节出现了问题影响了冲压件的折弯尺寸?我们总结一下吧。
1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以预防和修正,就能够生产出具有较高尺寸的折弯件。
1.冲压原材料的原因
折弯件所采用的材料不同也会影响折弯件的形状与尺寸。这主要有两方面的原因:一方面是材料的力学性能、成分分布不均,则对于同一板料所折弯的冲压件,由于压力及回弹值不同,而使形状和尺寸尺寸产生偏差;另一方面,材料的厚度不均,也会使折弯的冲压件在尺寸与形状上有所差异。
2.冲压模具的原因
折弯冲压模具是折弯冲压件的工具,通常折弯冲压件的形状和尺寸取决于冲压模具工作部分的尺寸。冲压模具制造尺寸越精密,折弯件的形状尺寸就越精密。另外,冲压模具结构中采用的压料装置和定位装置的可靠性,对折弯件的形状与尺寸也会有较大的影响。
3.折弯工艺的原因
当折弯冲压件的工序增多时,由各工序的偏差所引起的累积误差也会增大。此外,工序前后安排顺序不同,也会对尺寸有很大影响。例如,对于有孔的折弯件,当先折弯后冲孔时,孔的形状和位置尺寸比先冲孔后折弯时要高得多。
4.工艺操作的原因
冲压模具的安装、调整及生产操作的熟练程度都会产生一定的影响。例如,送料时的准确性,钢板定位的可靠性,都会对折弯件形状及尺寸产生影响。
5.冲床的原因
在折弯时,冲床型号不同、吨位大小不同、工作速度不同等,都会使折弯件尺寸发生变化。此外,冲床本身的尺寸也会产生一定的影响。
6.折弯件本身的原因
折弯件形状不对称,或者其外形尺寸较大,都会在折弯过程中产生较大的偏差。针对以上主要原因,在实际生产中加以预防和修正,就能够生产出具有较高尺寸的折弯件。

