




对于不锈钢承压保温水箱择优推荐首选辉煌产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
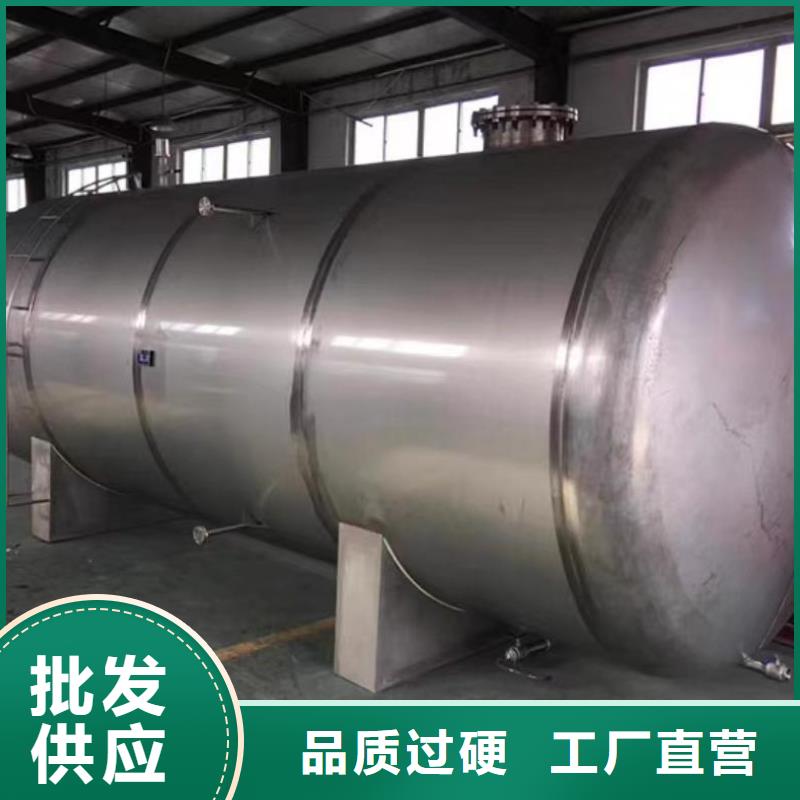
以下是:不锈钢承压保温水箱择优推荐首选辉煌的图文介绍
筒节的下料:承压保温水箱
2.2.1、当地下料时应根据板材规格大小,合理安排进行套裁,以节省原材料、当地降低成本。
2.2.2、当地若圆筒由若干筒节拼接,则单节筒身长度不得小于300mm。
2.2.3、当地筒节下料的尺寸要求:
a)当圆筒含有封头、当地膨胀节等部件时,按封头、当地膨胀节实际内径展开;当壳体不含有封头,膨胀节等部件时,按图样中相应筒体标注内径尺寸展开。展开公式为:
L=π(di+t)
式中:di:筒体内径;
t:筒体壁厚
b)换热器壳程筒体内径不得小于理论标注内径,其展开周长允差为0~+5mm。
c)其它筒节外周长允许偏差值按下表规定:
公称直径DN
壁厚S <800 800~1200 1300~1600 1700~2400 2600~3000 3200~4000
5~10 ±4 ±4 ±4 ±5 ±5 ±6
12~16 ±4 ±5 ±5 ±7 ±7 ±8
18~20 ±4 ±6 ±6 ±8 ±8 ±10



承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、附近油污、附近熔渣及其他有害杂质。3.3.6、附近焊缝表面不得有裂纹、附近气孔、附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。



安阳辉煌供水设备有限公司是一家高度专业化的公司,专业营销管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。


d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、附近零件号等相关标记。
2.2.6、附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。


