


发布时间:2024-08-08 16:46:33 浏览次数:1 公司名称:[陕西]金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 质量等级 | 一级 |
| 厂家直发 | 是 |
| 质保期 | 3年 |
| 规格 | 齐全 |
| 是否进口 | 部分进口 |
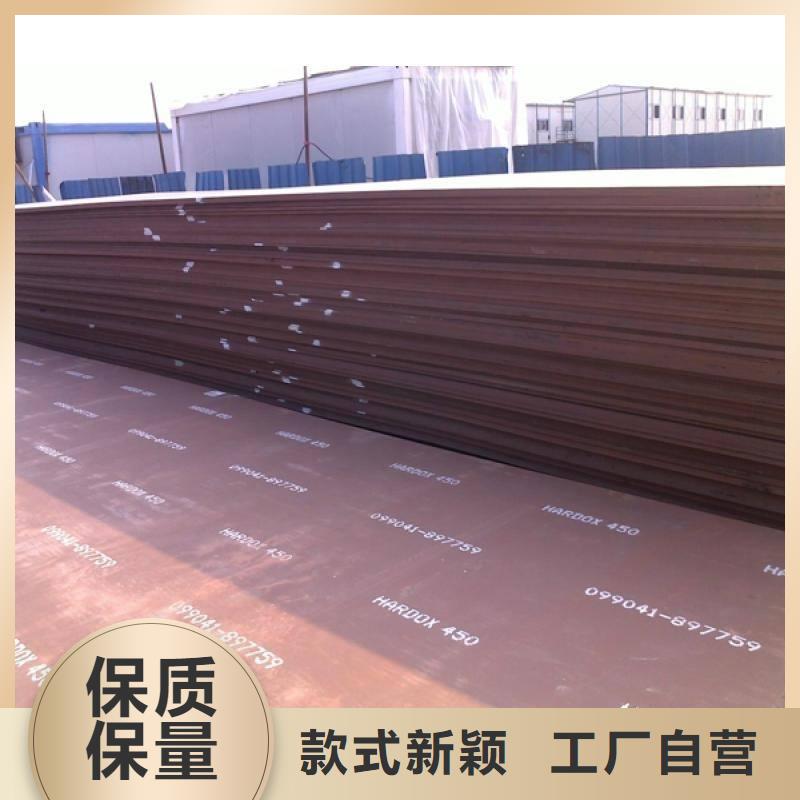


耐磨钢板不单指的是金属板材,有时候也会有塑料板,比如说耐磨板,它是一种典型的通过将高分子粉末高温模压成型的耐磨板。在进行制作的时候,首先是关于耐磨板的选材,因为原材料的优劣决定了板材产品的品质,所以尽量选用高分子量500万以上优质的原材料加以科学的配方,合理的工艺才能得到优质的产品。
在进行配料之前,要先检验耐磨板原材料的各项性能指标是否满足技术要求,然后按确定的配方比例加入各种添加剂放入高速混料机;在一定的压力、温度下混合好配料,充分排出原料中的水分。如果板材的颜色有要求的话,还得根据颜色的要求添加相应的颜料。
随后将已经混合好的原材料装入模具中,并施加一定的压力以便于排出原料中的空气,加高温使模具中的物料塑化成透明糊状体,保持一定的温度和压力使之充分塑化。经充分塑化后,逐渐将温度降低,同时加高压,温度越低所加的压力越大,直到达到工艺的要求。
成型的耐磨板可以从模具中取出,并经过人工后入库待运,由于耐磨板板具有优异的防粘性和耐磨性,因此受到很多用户的青睐,将其运用到各个行业领域中,并且在实际应用中充分发挥除了功效。


预热有利于减低双金属耐磨钢板热影响区的硬度,防止产生冷裂纹,这是焊接双金属耐磨复合板的主要工艺措施;预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃,含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。消除应力的回火温度为600~650℃。若焊后不能进行消除应力热处理,应立即进行后热处理。



耐磨钢板表面的耐磨性不但具有很好的硬度,同时也可以加入镍合金提高其抗腐蚀性,工业上一般单一的工况很少,多少会带有多相性因素,如磨损、腐蚀、高温、冲击等,堆焊复合钢板的耐磨层的铬镍合金,因此其耐磨性好,同时也有很好的抗腐蚀性。
耐磨复合板合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。
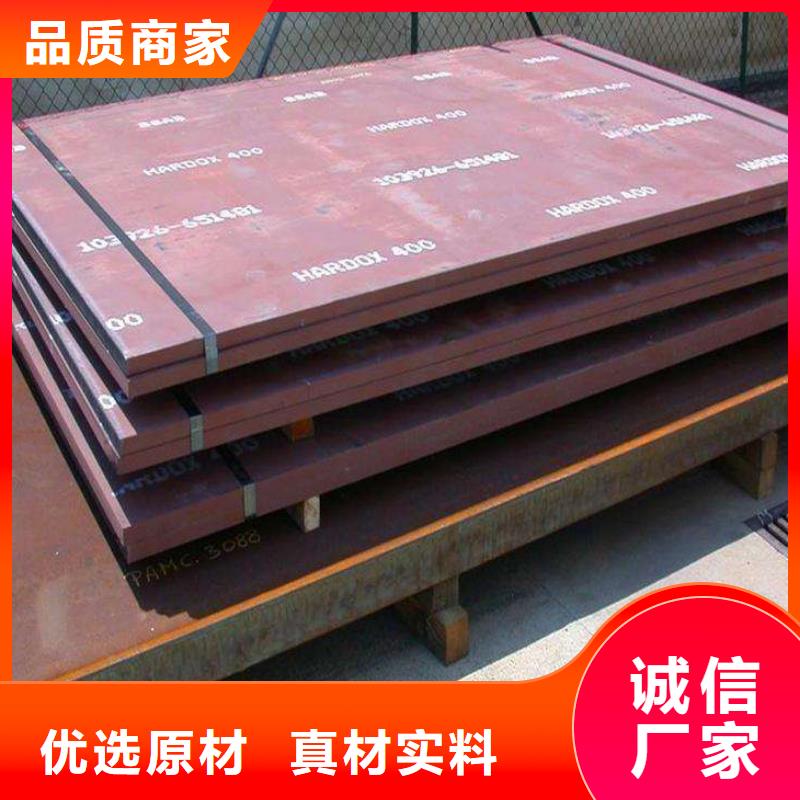
采用耐磨复合板通用的合金体系,具有优异的抗磨粒磨损性能,耐磨性大大高于热处理耐磨钢、铸造耐磨铸铁,抗磨损能力也大大高于喷焊或热喷涂方法。由于耐磨复合板的基板采用塑性很好的低碳钢板,可在受冲击的过程中吸收能量,因而具有很强的抗冲击性能和抗裂性能,可以应用到振动、冲击较强的工况条件下。
耐磨复合板可以制成标准尺寸的板材,重量轻,加工方便灵活,由于采用软质基板,因而可以向内冷弯成形,可以用等离子弧、碳弧等热源切割。可以拼焊成型,使现场焊接工作变得省时、方便。
综合考虑维修费用、备件费用和停机损失,耐磨复合板制造机件性能价格比普通材料高2~3倍。 堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。


耐磨钢板、强度高、抗冲击、外观优美,具有高性能、高效率、高性价比等特性,应用前景广阔。耐磨钢板采用板梁组合整体承载全焊结构,由于使用的板材更薄,为了不降低板材强度和减小变形,尽量采用点焊连接形成空腔,这是耐磨钢板的结构特征和技术关键。
1、提高电弧燃烧的稳定性。无药皮的耐磨钢板不容易引燃电弧。即使引燃了也不能稳定地燃烧。在耐磨钢板药皮中,一般含有钾、钠、钙等电离电位低的物质,这可以提高电弧的稳定性,保证焊接过程持续进行。
2、保护焊接熔池。焊接过程中,空气中的氧、氮及水蒸气浸入焊缝,会给焊缝带来不利的影响。不仅形成气孔,而且还会降低焊缝的机械性能,甚至导致裂纹。而耐磨钢板药皮熔化后,产生的大量气体笼罩着电弧和熔池,会减少熔化的金属和空气的相互作用。焊缝冷却时,熔化后的药皮形成一层熔渣,覆盖在焊缝表面,保护焊缝金属并使之缓慢冷却、减少产生气孔的可能性。
3、为焊缝补充合金元素。由于电弧的高温作用,焊缝金属的合金元素会被蒸发烧损,使焊缝的机械性能降低。因此,必须通过药皮向焊缝加入适当的合金元素,以弥补合金元素的烧损,保证或提高焊缝的机械性能。对有些合金钢的焊接,也需要通过药皮向焊缝渗入合金,使焊缝金属能与母材金属成分相接近,机械性能赶上甚至超过基本金属。
在焊接过程中,有效的防止构件在焊接过程中产生的应力与变形是保证耐磨钢板焊接质量的关键。在焊接过程中将各部件按图纸位置点焊后,确保与图纸尺寸一致,采用对称多层多道焊的焊接方式,保证适当的焊接工艺参数,从而可有效的防止了耐磨钢板焊接变形。


陕西金海金属材料有限公司的 无缝方矩管厂家产品质量上乘,价格低廉,我们一直在不断的提高 无缝方矩管厂家产品质量和技术水平、流水线生产出的 无缝方矩管厂家产品可以让您放心。 无缝方矩管厂家产品质量可靠,深受新老客户的认可和好评。

