


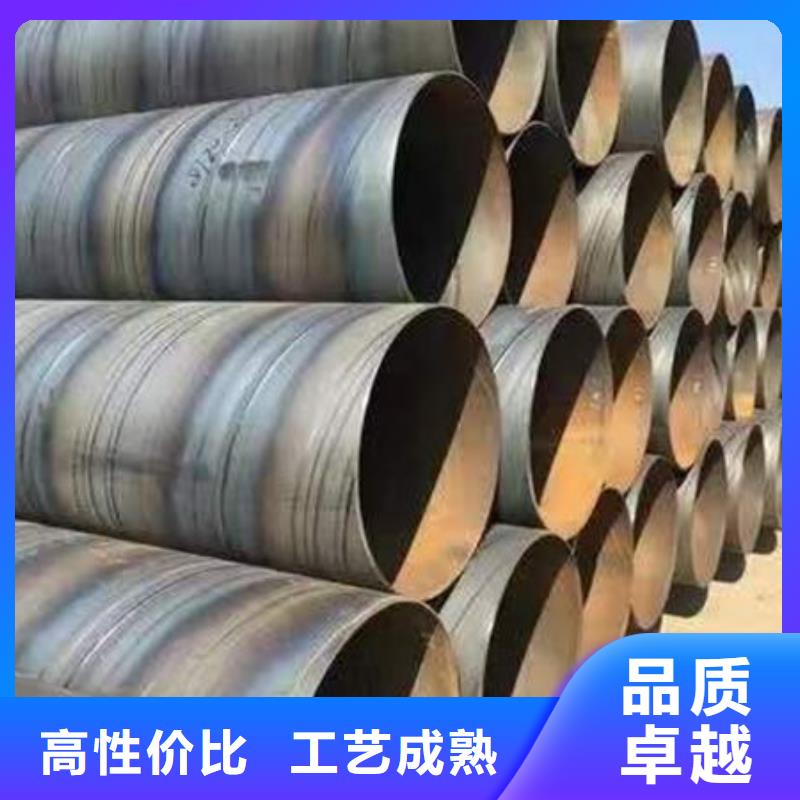






螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的 m四个范围。产角钢的长度选择范围为6—15m。不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是 mm×l25mm。由热轧轧机轧制而成。一般的不等 厚度为4-18mm不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。
在无扭线材挤压机上冷轧。是线材种类中使用量比较大的种类之一。依照不锈钢板材分派文件目录和主要用途不一样。主要用途:关键用以焊接热处理制绳不锈钢丝和钢铰线不锈钢丝,价格低。主要用途:关键用来生产制造手工电弧焊焊芯。故又称一般线材,与调质钢对比。其规格高精度.表层质量好.使用性能。也可以拉拉做成不锈钢丝。合金结构钢热轧盘条由5个钢组33个钢材型号的合金结构钢作材料冷轧而成。一般高碳钢无扭控冷.热轧盘条(ZBH4403-88)无扭控冷.热轧盘条由无扭快速线材挤压机冷轧后通过操纵制冷做成。材料与普线同样。
