






直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
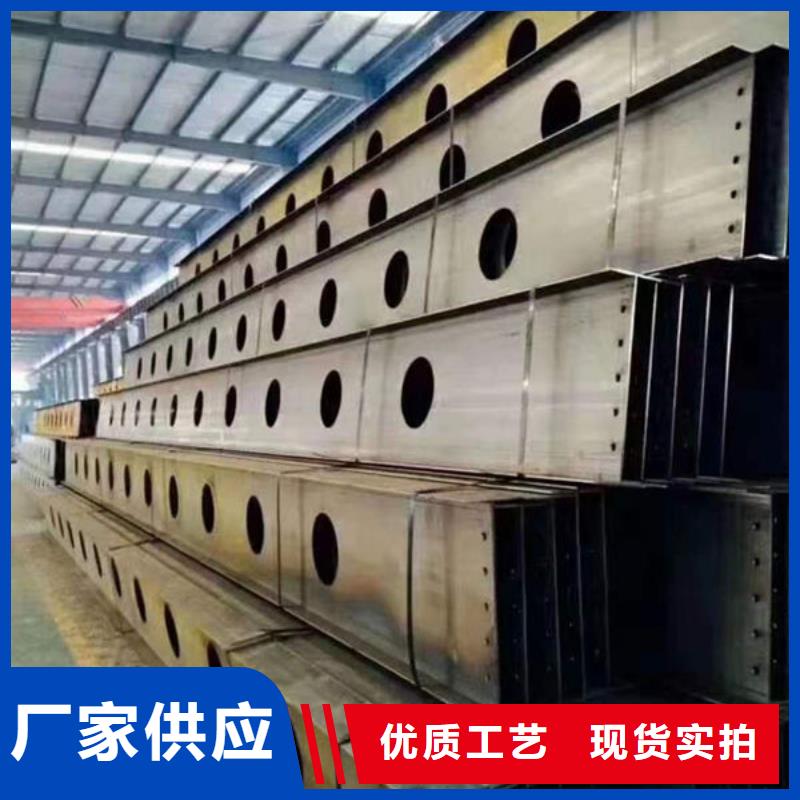
H型钢材属于经济裁面型钢材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字钢的是H型钢的翼缘进行了加宽,而且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理,型号齐全,便于设计选用。在结构设计中选用工字钢材应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
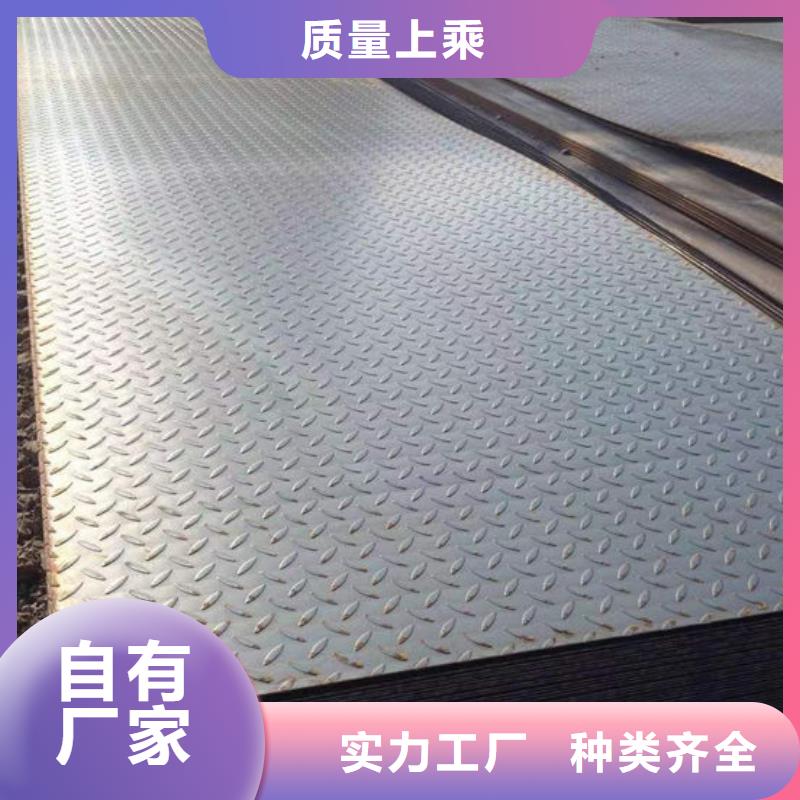
针对螺旋钢管孔板组口质量超标的问题,应采取以下措施:尽量使用内部配套装置。焊管组在焊管断面分级方面做得很好。紫铜锤或铜垫圈锤的部分校正。当错列口变形平缓时,应进行切削处理。螺旋钢管钢材的管理:在使用内部配套设备时,施工前必须对配套设备、压缩机设备和管式机进行良好的检查,使用时应根据操作规程灵活使用。在对方使用前,要仔细检查对方使用的设备是否正常:在使用时,必须设置专门人员,按照标准动作指令指挥操作,以避免事故的发生。在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,则垫层高度必须坚固牢固,以防止管道被滚动损坏;不要用冻土或石头对螺旋钢管进行缓冲。
螺纹钢的规格要求应在进出口贸易合同中列明。一般应包括标准的牌号(种类代号 )、钢筋的公称直径、公称重量(质量)、规定长度及上述指标的允差值等各项。我国标准公称直径为6、8、10、12、16、20、25、32、40、50mm的螺纹钢系列。供货长度分定尺和倍尺二种。我国出口螺纹钢定尺选择范围为6~12m,日本产螺纹钢材定尺选择范围为3.5~10m;国产内销螺纹钢若合同中无注明要求时,通常定尺为9m、12m两个长度。表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平直,表面不得有裂缝、结疤和折叠,不得存在使用上有害的缺陷等。外形尺寸偏差允许值。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。