


崇左弯管加工质保2年
 航萧管件
弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面当不锈钢弯管加热时当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时在管壁造成内裂这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。
弯管加工过程中如何防止开裂
坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。
航萧管件
弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面当不锈钢弯管加热时当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时在管壁造成内裂这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。
弯管加工过程中如何防止开裂
坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。
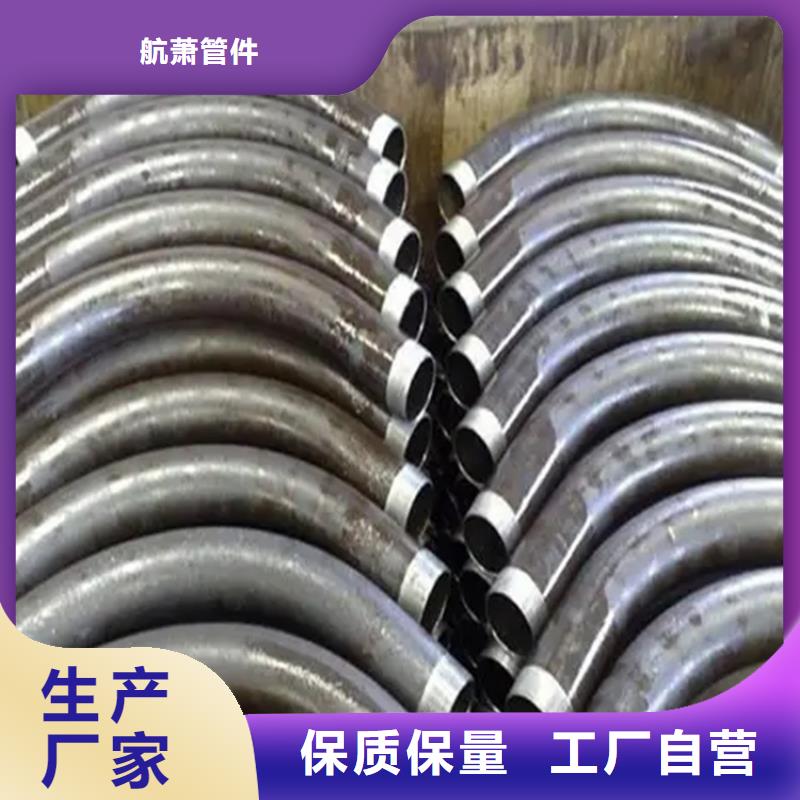
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。
b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。
c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。
d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。
弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。
b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。
c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。
d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。

 全自动弯管机应该按照正确的方式来操作
每一款机械设备都有其相应的使用方式,在使用时,都不应该按照自己的喜好。我们在使用全自动弯管机的时候,也应该按照正确的顺序来操作。
在对全自动弯管机进行使用之前,一定要先让机床进行良好的接地,否则机器可能会因此发生倾斜或者出现更严重的机器故障。
另外,要及时检查弯管机的弯头和弯管。在用过一段时间之后,弯头和弯管可能会比较脏,因此要及时对其进行各个方面且细致的清洗,并注意通风,将其放在通风干燥处晾干。里面的灰尘和污垢也应该及时进行清理,这样在使用时设备才有可能正常的工作。
还需要格外注意的一点是,弯头的介质是顺着阀瓣流向上的,因此弯管机的弯头和弯管只能够以水平的方式进行安装,不能垂直安装。
另外,在对全自动弯管机进行检查时,应先切断电源,不能在机器通电的情况下进行检查和维修。
全自动弯管机应该按照正确的方式来操作
每一款机械设备都有其相应的使用方式,在使用时,都不应该按照自己的喜好。我们在使用全自动弯管机的时候,也应该按照正确的顺序来操作。
在对全自动弯管机进行使用之前,一定要先让机床进行良好的接地,否则机器可能会因此发生倾斜或者出现更严重的机器故障。
另外,要及时检查弯管机的弯头和弯管。在用过一段时间之后,弯头和弯管可能会比较脏,因此要及时对其进行各个方面且细致的清洗,并注意通风,将其放在通风干燥处晾干。里面的灰尘和污垢也应该及时进行清理,这样在使用时设备才有可能正常的工作。
还需要格外注意的一点是,弯头的介质是顺着阀瓣流向上的,因此弯管机的弯头和弯管只能够以水平的方式进行安装,不能垂直安装。
另外,在对全自动弯管机进行检查时,应先切断电源,不能在机器通电的情况下进行检查和维修。
[崇左]航萧管件
值得信赖的
崇左中频弯管
生产厂家-
 厂家直销
厂家直销 -
 品质保障
品质保障 -
 售后无忧
售后无忧
免费热线服务:
17306359888
