


塑料盲沟生产工艺严格,检测严格,产品型号齐全,DN50-300型号均可以定制,也可以生产方形塑料盲沟,扁形塑料盲沟等。塑料盲沟管在焊接前,塑料盲沟管的贮存条件是否符合标准、焊接后冷却的过程是否得当等,都是影响塑料盲沟管质量的因素,所以,对其进行检测是非常有必要的,今天我们就来了解一下塑料盲沟管的质量检测规程:塑料盲沟管的抽查数量不得少于10%,且每个焊工的抽查数量不少于5个。塑料盲沟管的外观质量自检应进行,监理等验收单位应根据施工质量抽取一定比例焊口进行外观检查,数量不得少于焊口数的30%,且每个焊工的焊口数不少于9个。检查塑料盲沟管全部焊接口的焊机焊接数据打印记录。对于全自动热熔对接的焊口,验收人员应抽取一定数量的焊口割除卷边,按上面的检查要点来检查接口质量。检测塑料盲沟管的质量时,我们还要检查管材的接口质量,如不合格,应对该焊工的接口进行加倍抽检,再发现不合格,则对该焊工施工的接口全部进行返工。好产品,好质量!
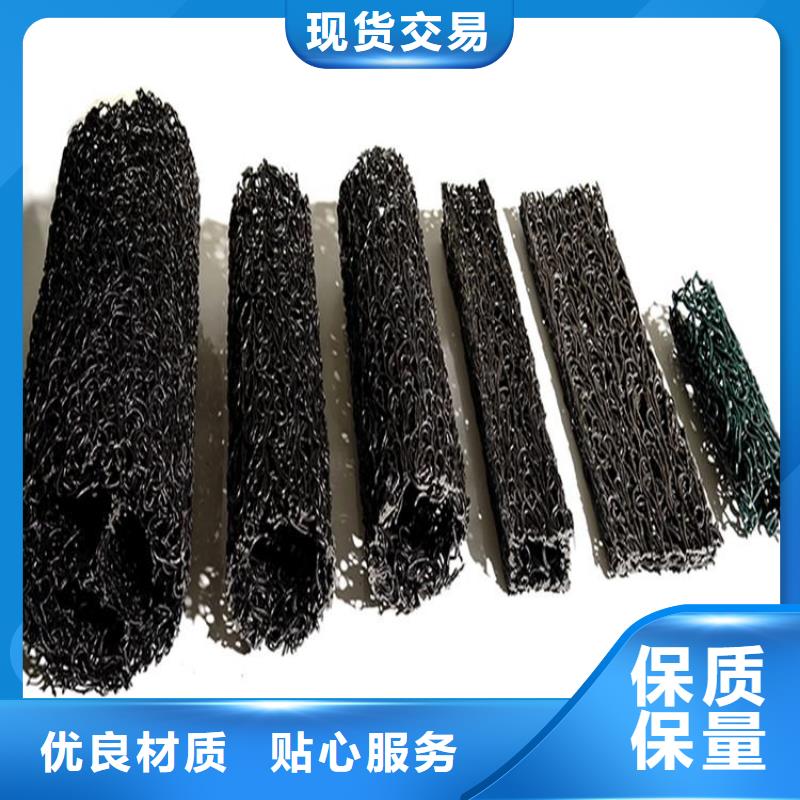
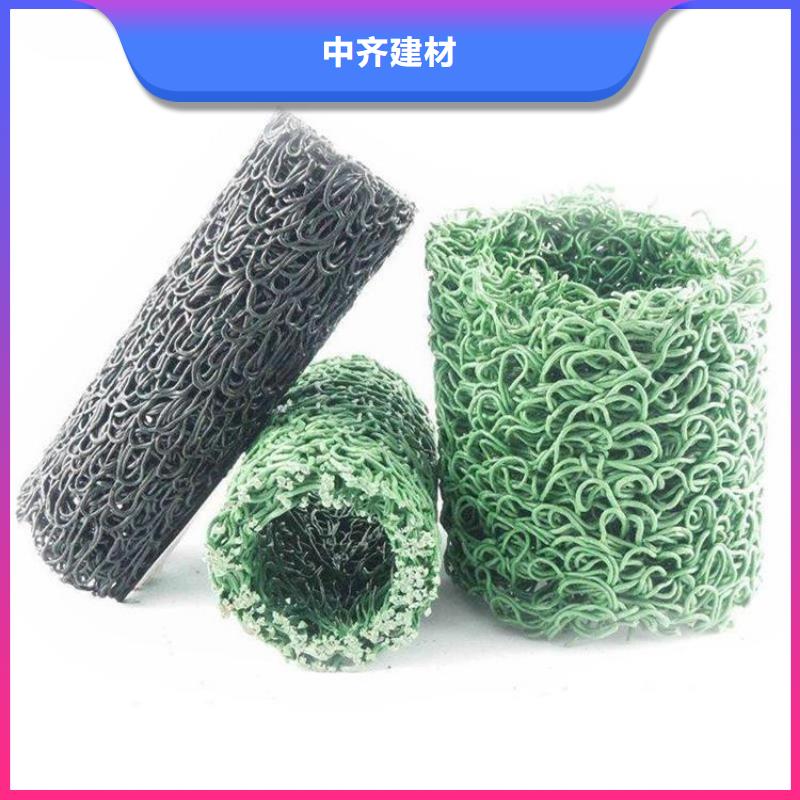
塑料盲沟直径50-300mm不等,产品加有抗老化剂,经久耐用,在水下,土中等处入置几十年也能确保稳定。塑料盲沟抗压且柔韧,对于弯道等曲位也能施工,十分轻便,若回填深度在10cm左右,还可用推土机进行回填等。外覆滤布:100-400g/m2无纺土工布,滤布技术指标均符合标准。品质特性塑料盲沟是由改性聚丙烯的乱丝热熔后相互搭结而形成的框架结构外包裹一层土工布.泥水通过外覆土工布过滤成清水进入塑料盲沟内排放出去。抗压强度高,耐压性好传统盲沟材料往往抗压强度低,排水顺畅。
土工公司所生产塑料盲沟生产工艺严格,制造精细。采用该淬火工艺往往需要对塑料盲沟管的弯制母管实行专门的设计,例如针对弯制设备和弯制工艺参数的不同,适当调节母管的化学成分。一、预试验阶段,步骤如下:1、将试压塑料盲沟管的压力降至大气压,并持续60分钟。这一时段内要没有空气进入该产品。2、停止注水补压并稳定60分钟。若60分钟后压力下降至试验压力的70%以下,则停止试压,并查明原因采取相应措施后再组织试压。二、主试验阶段,步骤如下:1、在预试验阶段结束后,迅速将塑料盲沟管泄水降压,降压量为试验压力的10-15%。每隔3分钟记录一次塑料盲沟管剩余压力,共30分钟。若这30分钟内试压产品剩余压力有上升趋势,则水压试验结果合格。3、如上30分钟内试压塑料盲沟管剩余水压无上升趋势,则再持续观察60分钟。如在整个90分钟内压力下降不超过0.02Mpa则水压试验结果合格。
塑料盲沟生产工艺介绍,怎么样裁切成品塑料盲沟管。锯割时将塑料盲沟管夹持在管子台虎钳(又称管压钳)上,锯割过程中要始终保持锯条与管中心线垂直,若发现锯口歪斜,可将锯弓反方向偏移,待锯缝回复原线后再扶正锯弓继续锯割,锯割较大的塑料盲沟管时可适当地向锯口处滴入机油以减少摩擦力。为切割断面与镀锌管中心线垂直,锯割前需沿垂直于镀锌管中心线方向,先用样板划好镀锌管切断线。后需要注意的是:快要锯断时,锯割速度要减缓,力度要小,必须用锯断的方式而不能剩余一些用折断来代替锯割,以免塑料盲沟管变形而影响螺纹的套制及安装质量。
