发布时间:2024-08-06 18:17:56 浏览次数:1 公司名称:[丽江]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
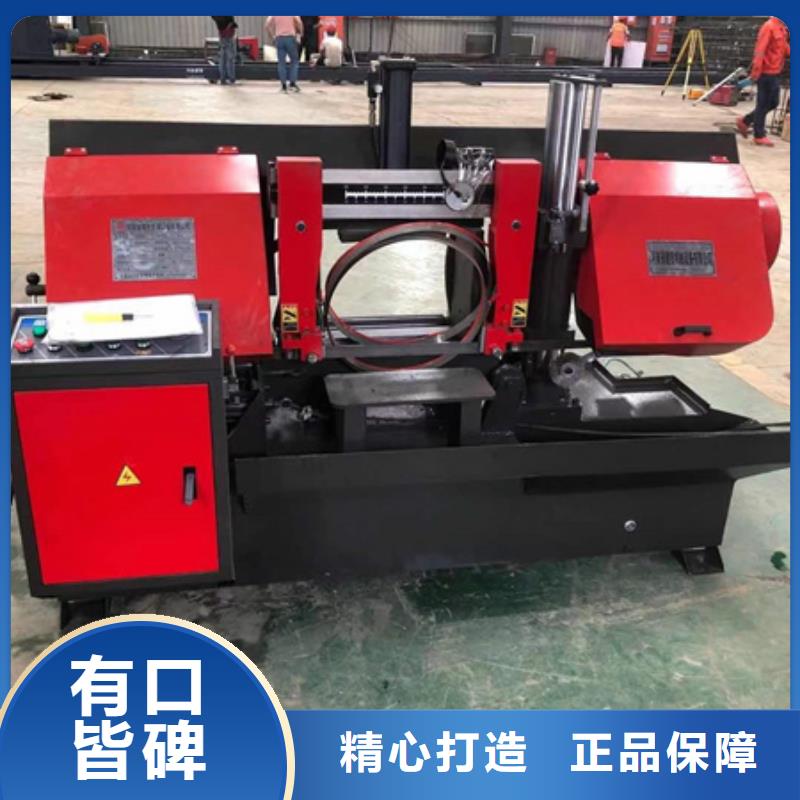
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |


| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构钢板焊接而成的。在底座中含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件一般是固定在底座上则中间是夹料虎钳和手动送料机构此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的因此具有很好的刚性其中含有蜗轮箱、被动轮以及锯条张紧装置等且锯条的运转速度一共分为三档。
4.锯条导向装置
主要是由导向臂和导向头所组成的此外还有导向轮和导向块等以保证锯条的切削精度从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的顺时针是张紧锯条逆时针则是松开锯条。
金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床



数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例推荐的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法。在原普通带锯床上装配 光栅尺进行位置测量,原液压系统不变。控制系统软件安全功能设计,包括料仓、储料管理检索、锯件分类管理、锯条弯曲监控、材料压紧 、锯 条速度、锯削进给速度的自适应控制等。为了能同时满足不改变原液压系统的要求,系统增加了基于普通电磁阀的位置控制模块。以防触电事端的发作所用导线及丝
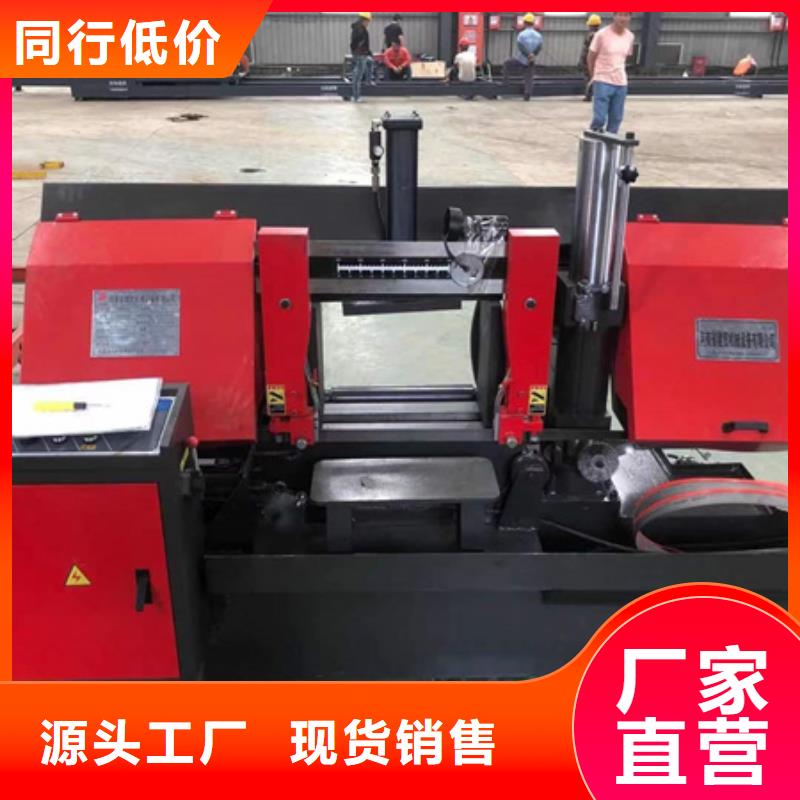
二、角度带锯床性能描述
1、采用双立柱结构,锯切下降平稳,精度高、性能稳定。
2、角度旋转准确便捷。
3、操作维修简单方便。
4、锯带导向座结构合理,保证导向精度,延长锯带寿命。
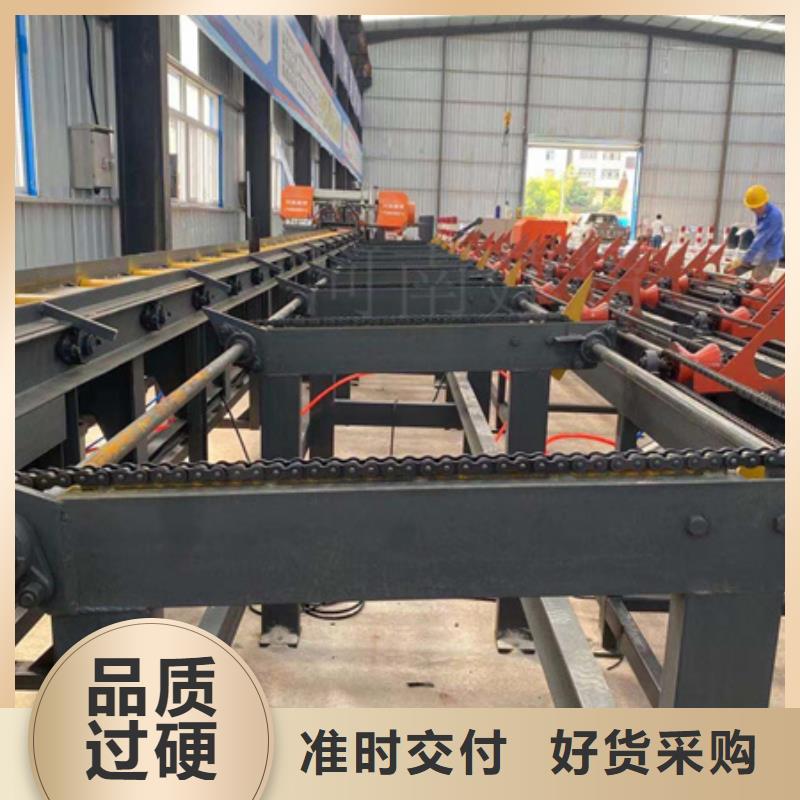
卧式锯床。带锯床主要用于锯割合金结构钢、中碳钢、低合金钢、耐热摸钢SKT、高合金刚、特殊合金钢和不锈钢、轴承钢、耐酸钢、调直钢等各种金属材料。
主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹紧;张紧装置;送料架;液压传动系统;电气控制系统;润滑及冷却系统。
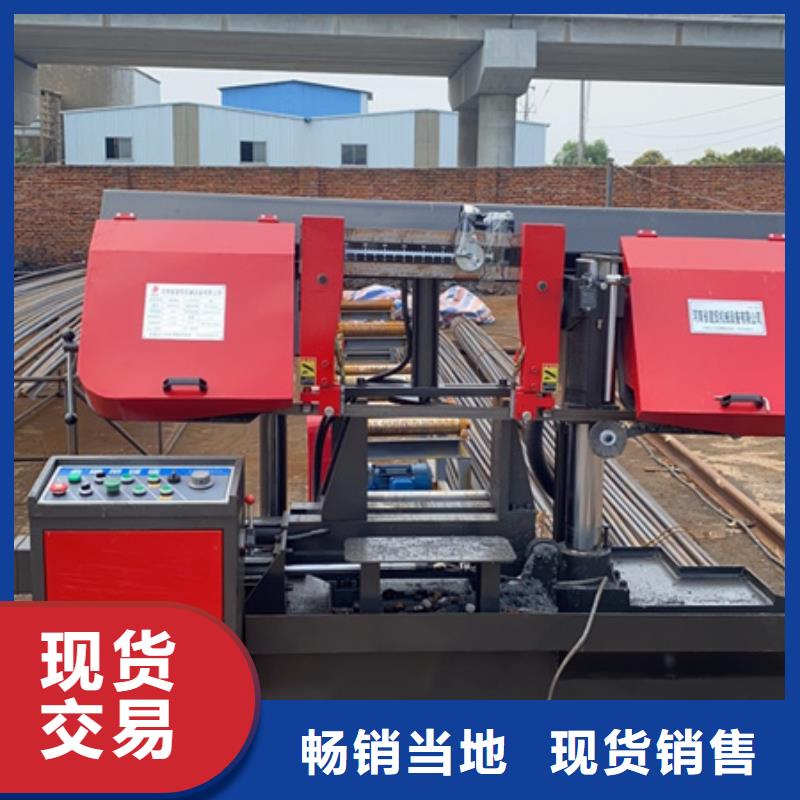
数控锯床主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料。设备主传动采用蜗轮箱变速进给采用液压传动工件夹紧采用手动和液压混合式夹紧具有结构紧凑操作维修方便等特点。

双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。


