


发布时间:2024-08-06 20:01:04 浏览次数:1 公司名称:[烟台]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |



。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统安全功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
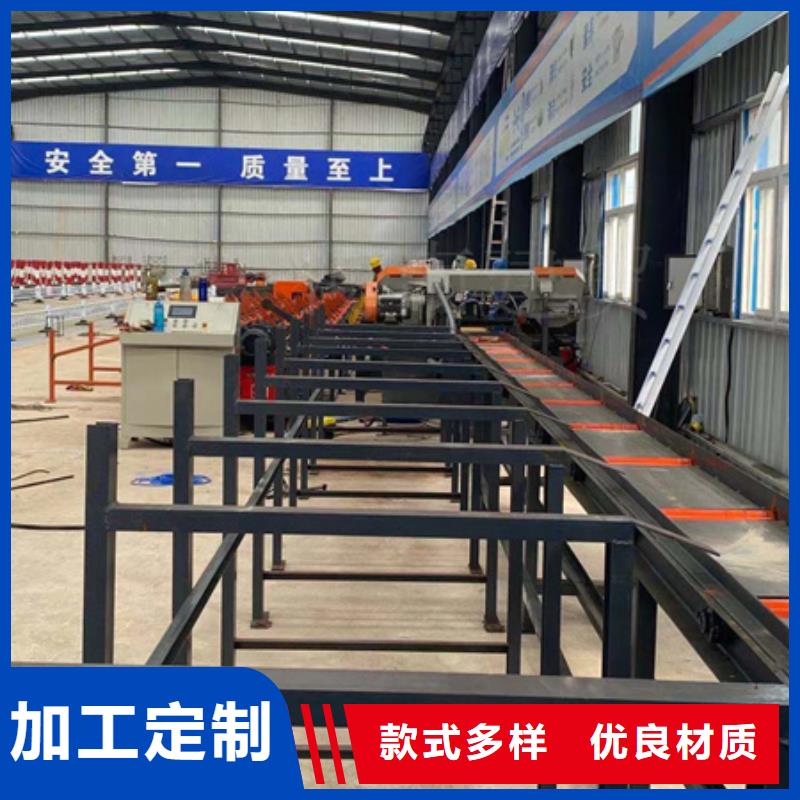
我们生产的带锯床,属液压双立柱型带锯床。它以速度快,效率高受到国内外加工厂的欢迎。
其主要功能特点是1.切削速度液压控制,无级调速
2.导向块结构科学合理,*锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切*,精度高
5.工作*采用液压*,操作方便
6.可定制三向液压*装置
1、智慧型人机界面、采用液晶触屏和实体按钮两种操控*,便捷*
2、锯床异常讯息及故障排除指示自动显示
3、采用定制*控制器、性能*,响应快速
4、配置快进工进自动转换功能,*空走时间,*锯切效率
5、送料光栅空走,精度准确
6、采用圆导轨送料、*耐用
7、配置小料成束锯切上压紧装置
8、可一次设置20组锯切参数
9、双动加紧形式
10、变频无极调速、可按材料需求*锯切线速度
11、*型钢丝刷去渣、配置自动排渣器

金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床
金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床
 jmc
jmc
常呈现的维修误区。毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能精确判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定最可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。

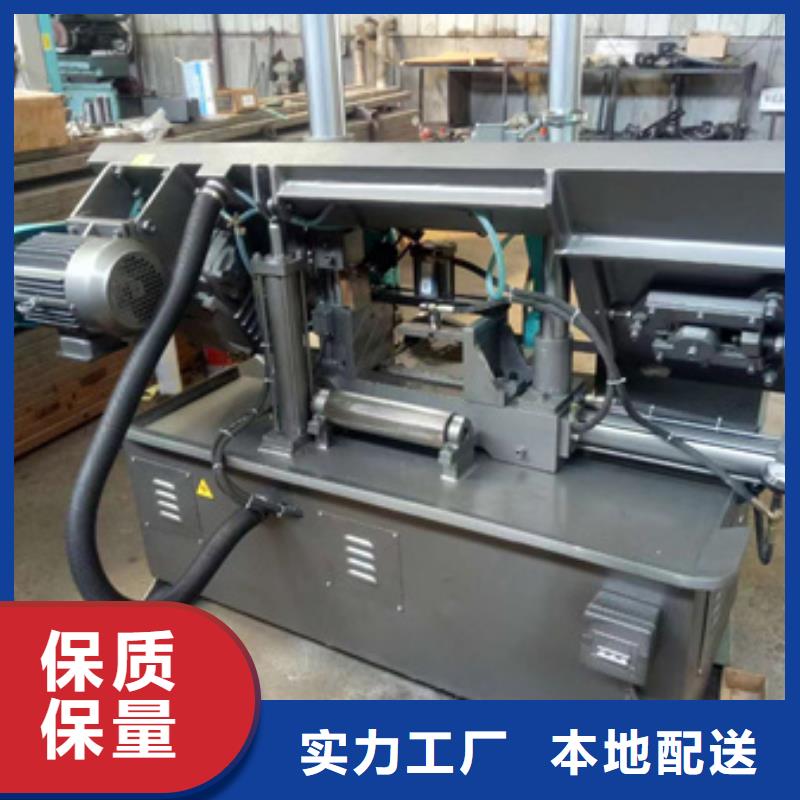
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
<烟台>建贸机械设备有限公司
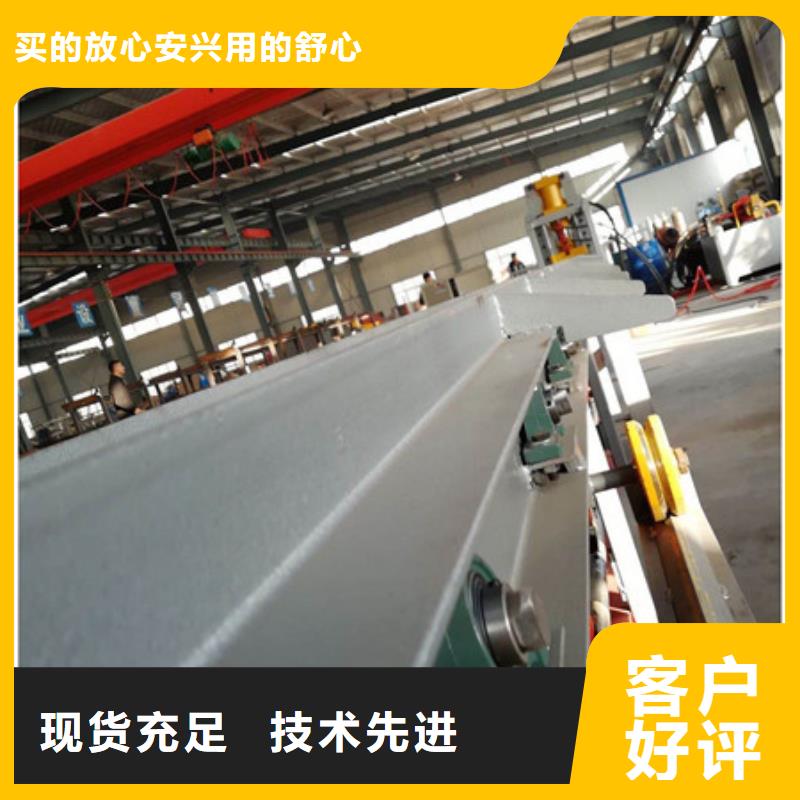
金属带锯床主要用于锯割碳素结构钢、低合金钢、高合金刚、特殊合金钢和不锈钢、耐酸钢等各种金属材料,双立柱金属带锯床主要部件有:底坐;床身、立柱;锯梁和传动机构;导向装置;工件;张紧装置;送料架;液压传动;电气控制;及冷却。液压传动由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。
电气控制由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的等,使之按一定的工作程序来实现正常切削循环 开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。