





维护也非常的方便,不会因为一些小部件的损坏,导致整机无法正常运行。据我们的长期统计,超过95%的机器故障都可以在我们技术人员的指导下解决!我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们承诺48小时之内派人到现场解决(一些偏远地区可能会延长时。
2)注浆压力:0.5~1.0MPa,2.小导管采用Φ42无缝热轧钢管支撑,在前部钻注浆孔,孔径10mm,孔间距15mm,呈梅花形布置,前端加工成锥形,尾部不钻孔长度不小于30cm,作为止浆段,3.小导管施工要求:(1)小导管安设一般采用钻孔打入法。 2.工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次,3.有漏油的地方及时处理,飞扬数控全自动多功能冲孔机,4.数控冲孔机在工作前应作空运转2-3分钟,检圌查脚闸等控圌制装置的灵活性。
6000mm。也可根据要求定制非标设备。 5)操作界面简单易学,傻瓜操作,有自动计算功能,有单支等距冲孔(专业针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。 6)送料方式:采用液压/气动夹紧工件自动进料后按孔距自动向外送料送料方式采用高精度伺服电机自动控制送料。
青海海西全自动数控小导管箭头成型机_小导管箭头成型机
可采用引孔或直接顶入方式。 1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。 2插入导管如插入有困难,可用带有顶进功能的风钻将套管顶入。 3用吹风管吹出孔内的杂物。 4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。 5小导管安装后必须使得其周围一定范围内用喷射砼封闭。喷射厚度控制在5-8cm。
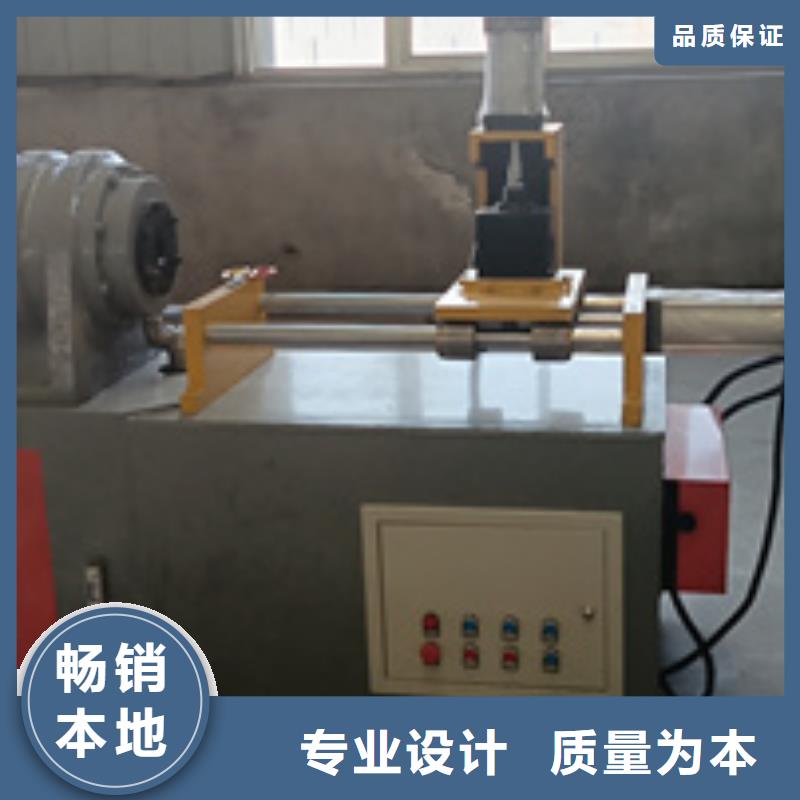
小导管尖头机操作:小导管尖头机通过机械传动带动钢管旋转并在钢管的一端用火焰加热当达到一定温度时用成型模对加热的钢管头部进行赶制直至达到所要求的。甘肃天水小导管打眼机_小导管箭头机
产品简介:
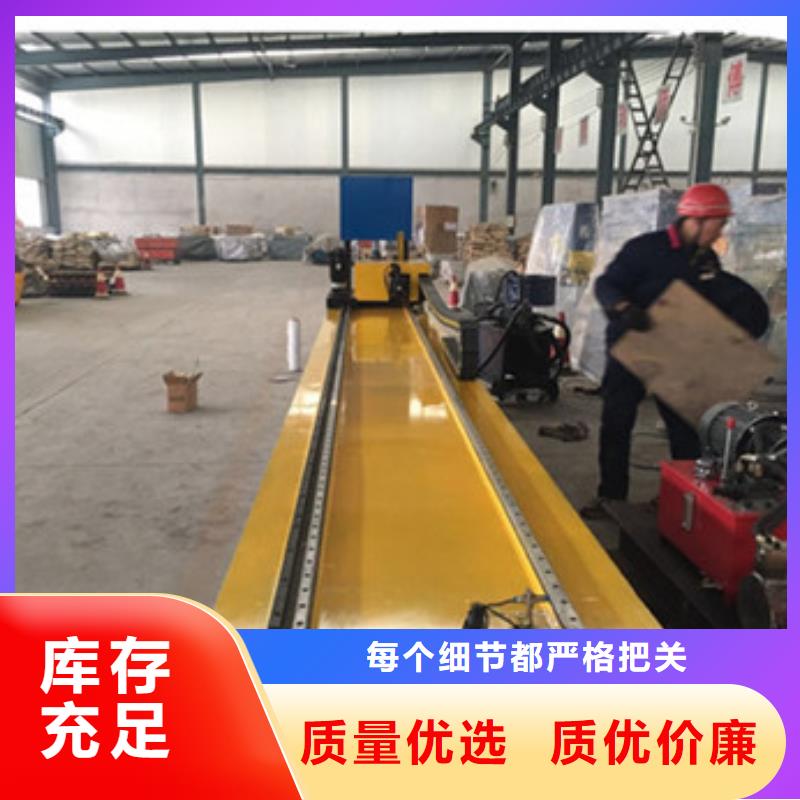
液压操纵系统定位准确,所弯型钢(18# 22# 25#工字钢)一次自动成型,效率高、操作方便,在隧道、地铁、水电站、地下洞室等行业施工中对工字钢进行冷弯机加工,是钢拱架制造的必选设备。
关于工字钢冷弯机组成部分:
底座 机械传动 冷弯系统 液压系统 电器控制系统和辅助系统等
特点:采用液压控制系统具有传动平稳 压力大等特点 能转却定位 大幅度提高隧道工字钢的加工精度 一次自动成型 操作简单 效率高。
设备主要技术参数
产品型号:WGJ-250 总功率:8.4Kw 电压:380V
液压系统压力:25Mpa 油缸推进速度:1-13mm/s
主驱动轮转速:7r/min 小弯曲直径:2M
重量:2380kg 外形尺寸(长*宽*高):2.5m*1.5m*1.2m

3,夹模采用进口型 夹持力强、不易磨损工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。
4,本机采用皮带传动,尺寸精度高传动部分灵活可靠。
5,快捷、方便、、节省人工及加工次数等。
6,机器配件采用进口配件,以确保机器的使用寿命。
7,比较其他类型的加工工艺方法,锥管效率不断提高,而且设备稳定性及可靠性更高,占地面积更小。
8,整机省电、寿命长、机身光滑亮丽且美观,非技术人员亦可操作自如!
9,全新优化整体设计体积小、通用性强、机身稳固不变形。
10,油箱采用全新一代二氧化碳焊接,以确保油箱内无残留杂质、不漏油、无焊渣;油箱焊缝无裂纹、无夹渣、不断焊等缺陷。
11,机器设计结构合理、牢固可靠、运行平稳。使您操作更!
圌瓜操作,有自动计算功能,有单支等距冲孔(专圌业针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。6)送料:采用液压/气动夹圌紧工件自动进料后按孔距自动向外送料送料采用高精度伺服电机自动控圌制送料。数控小导管冲孔机操作规程操作者必须熟悉本机的性能和结构,了解并遵守冲孔机操作规程及本工作技术规程。上班前必须穿戴好个人劳动保护用品。工作前对设备的电器、编制程序、仪表、电、气管路等认真检查,是否完好,有无损坏或失灵缺陷。检查设备的润滑系统、机械系统、传动系统、防护装置是否齐全、完好。并适当加注润滑油。检查各连接螺栓及零件是否。离合器、制动器、操作按钮是否。
jmc