






广州异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】广州异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】广州异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
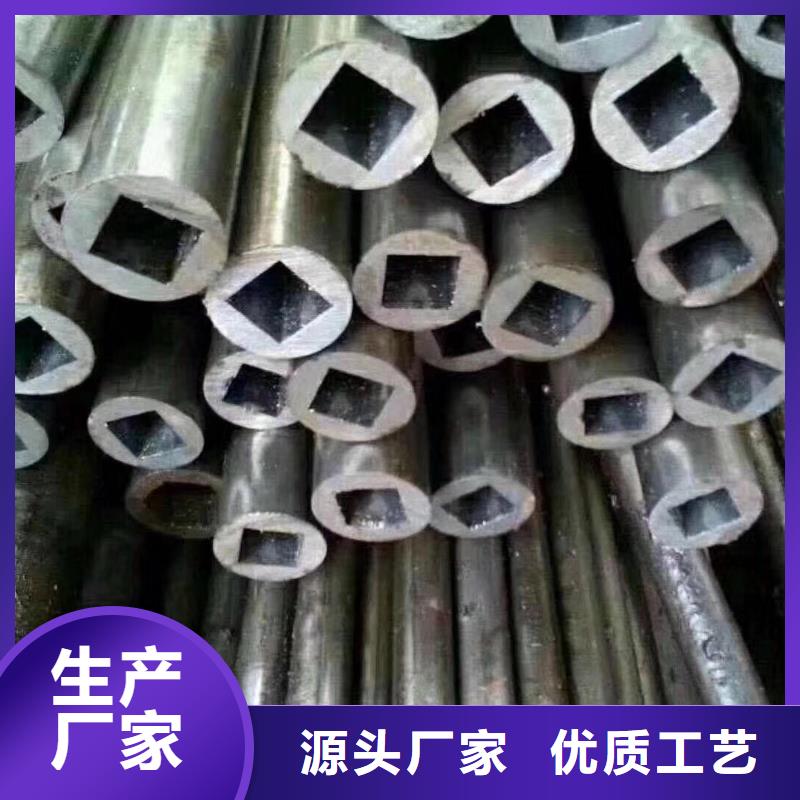
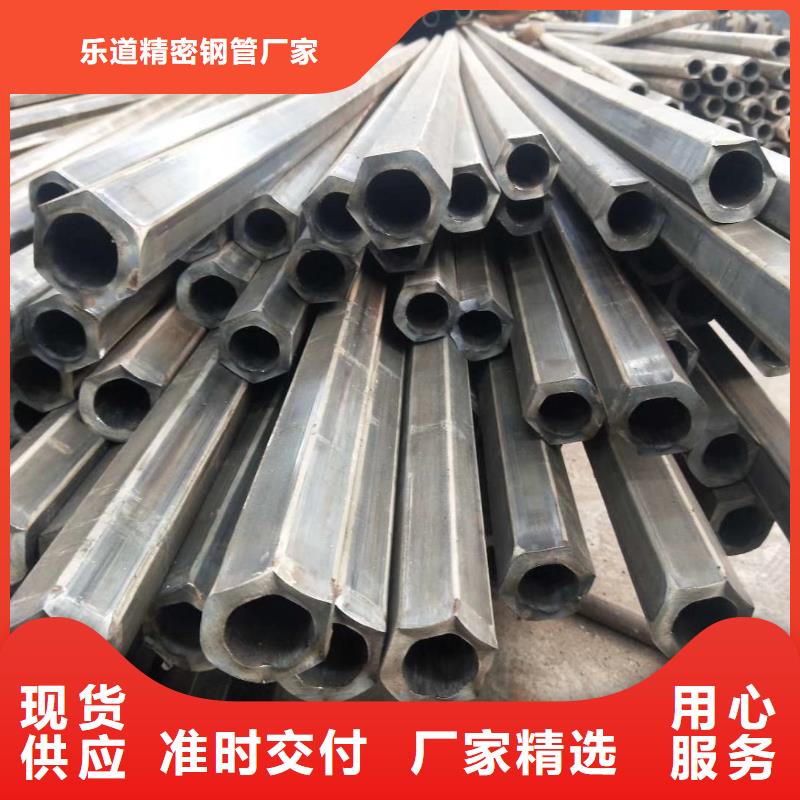
【3】广州异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
根据广州异型管厂家的拉伸强度和原始标本截面积估计的 负荷,配置相应的摆锤,选择合适的测力度盘;
广州异型管开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,先将无缝异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置, 夹紧试件下端;
启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。广州异型管将达到 遵守“缩颈”的现象。试样断裂立即停止,记录的 负荷值;
取下广州异型管拉伸标本、记录纸;
广州异型管是一种具有中空截面的四周没有接缝的长条钢材。钢管具有中空截面,它大量的用作输送流体的管道,比如输送天然气、石油、煤气、水以及某些的固体物料的管道等。异型管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,异形钢管的重量较轻,是一种经济截面的钢材,广泛用于制造结构件和机械的零件,比如:石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等等。
广州异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
广州异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
广州异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
广州异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
广州异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
广州异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
广州异型管焊嘴与异型管间的距离以15-25mm为宜。
广州异型管弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;
广州异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
广州异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
广州异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
广州异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。
