

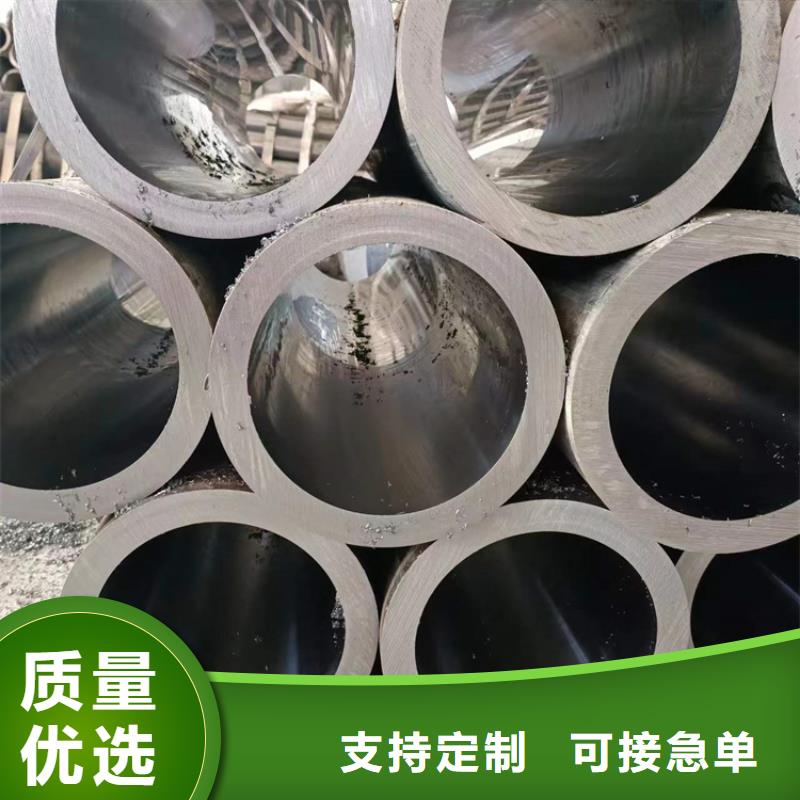


长春企业旺旺珩磨管绗磨管油缸管其次是根据优质精密绗磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。优质精密绗磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的优质精密绗磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。经过调质处理之后的优质精密绗磨管确实发生了很大的变化,它不仅能够保持较高的强度,与此同时还具有很好的塑性和韧性,更能符合各种不同工况的应用需求。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出优质精密绗磨管故障部位。由于优质精密绗磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对优质精密绗磨管故障做出准确的定量分析。
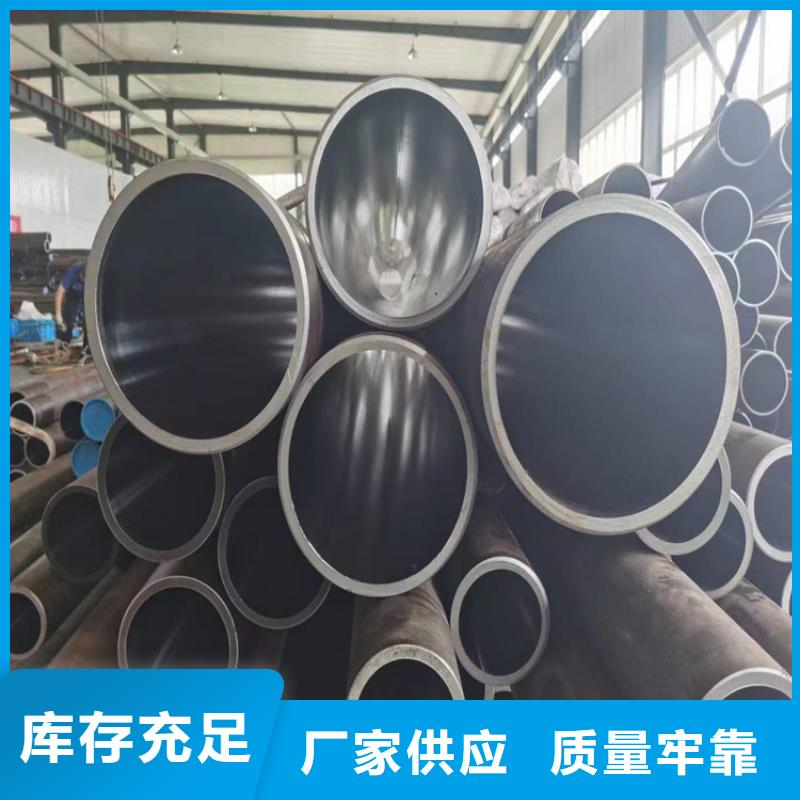
长春企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 
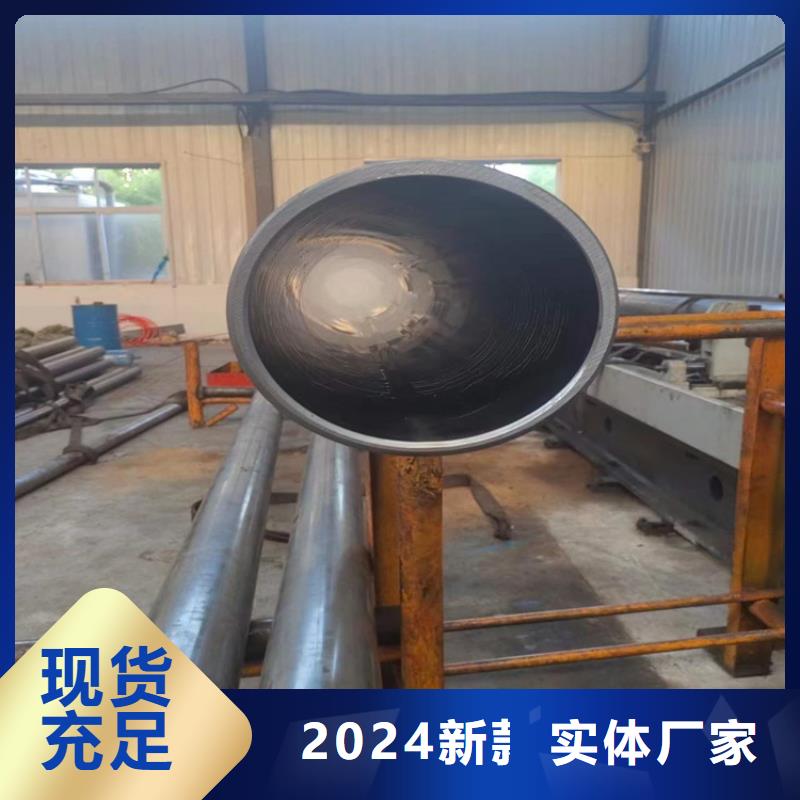
长春企业旺旺珩磨管绗磨管油缸管薄壁气缸管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。绗磨管抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。
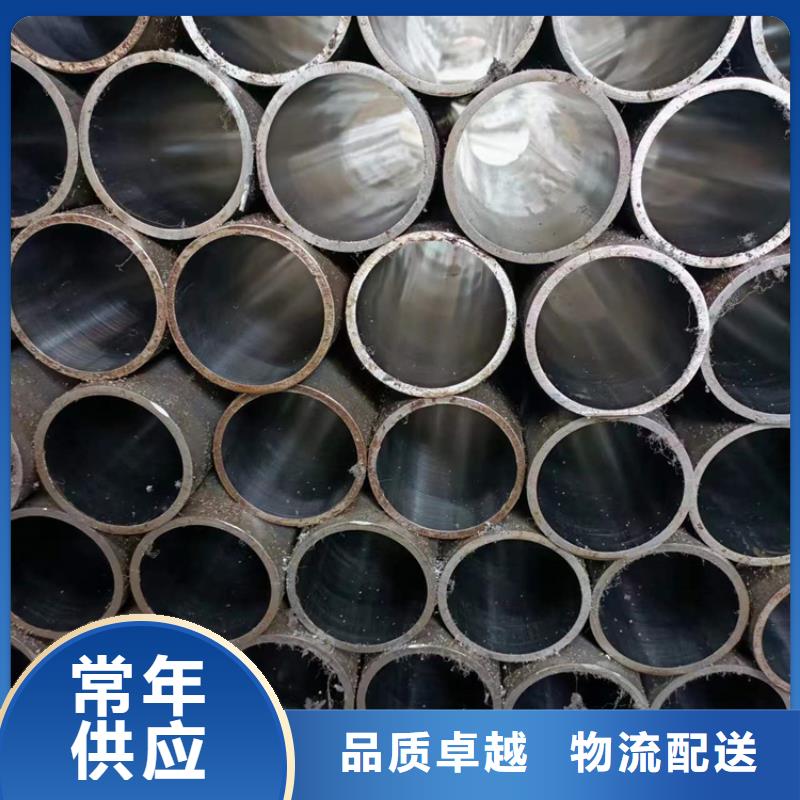
长春企业旺旺珩磨管绗磨管油缸管在多点上测定轧制后的钢管圆周方向上的壁厚,绗磨管根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。