
我们的镀锌管ND钢管产品细节参数产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:镀锌管ND钢管产品细节参数的图文介绍


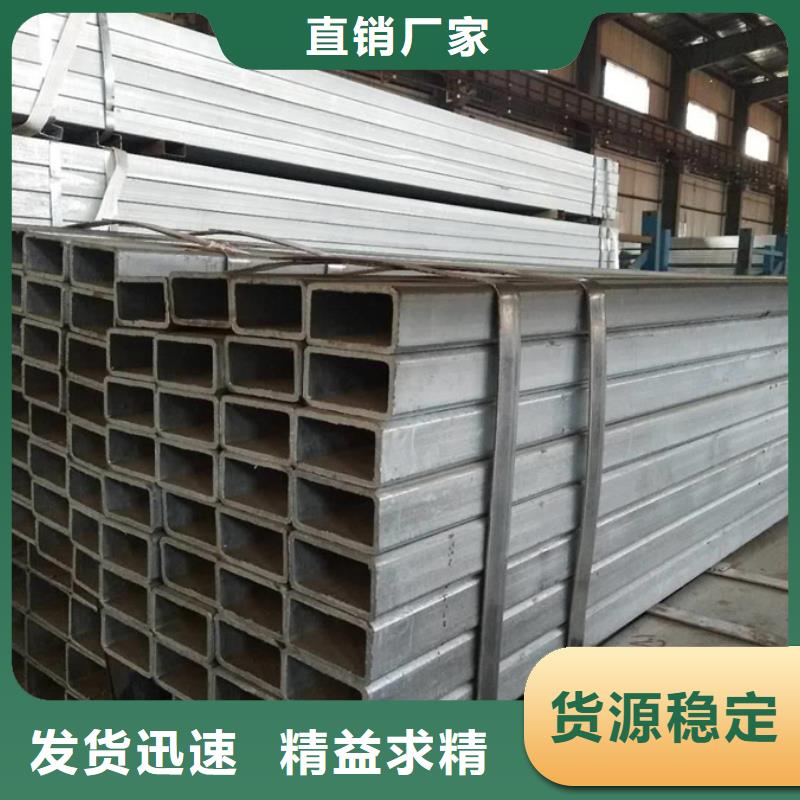
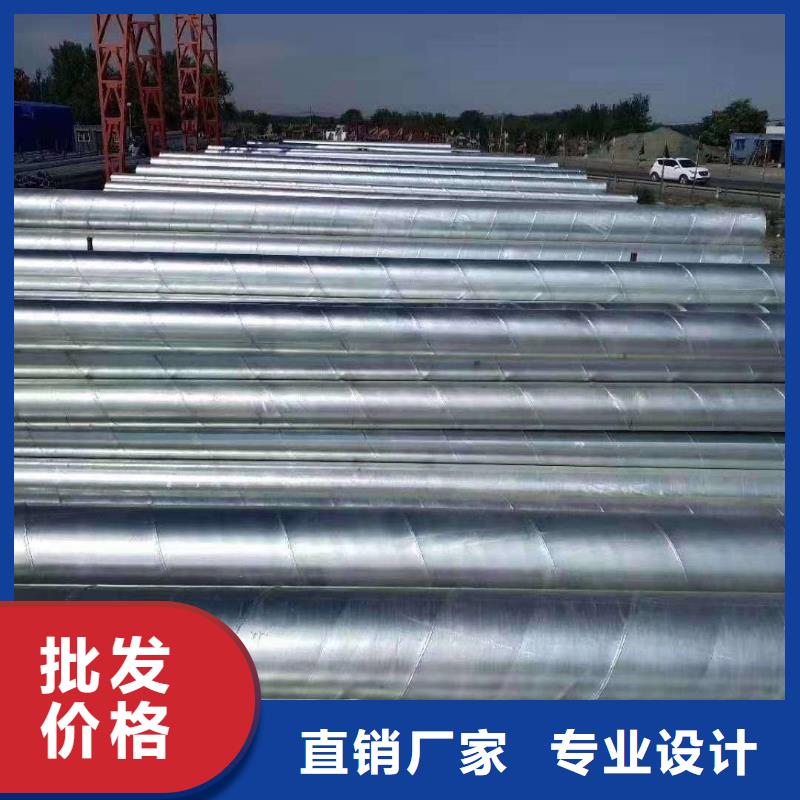
镀锌焊管连续挤压机工具易于制造和更换,适合大批量生产,多规格不锈钢管,非常适合生产斜轧穿孔机无法生产和加工的高合金钢。 镀锌方管熔焊是在焊接过程中将工件界面加热至熔融状态,无压力完成焊接的方法。 熔焊时,热源迅速加热并熔化两个待焊工件的界面,形成熔池。 熔池随着热源向前移动,冷却后形成连续焊缝,将两个工件连接成一体。 经热处理后,镀锌方管显示出高品质,主要体现在尺寸精度和表面光洁度方面。 即使经过热处理,管材表面也不会出现氧化膜,冷弯后也不会变形,因此可以进行更复杂的机械加工加工,这些都是镀锌方管的优点。 在强大的外力作用下,镀锌方管的抗塑性和抗断裂能力得到了一定程度的提高。 可增加镀锌管的切削性能,发展钢材的抗压强度和淬火牢固度,具有优质设备的功能。如果断面有较大的鳞片感或者是重点调质工件。对于镀锌方管件的调质处理,各族人民的主要参数在加工工艺书中都有标准。 我们在实际操作中认识到:镀锌方管件热处理后应听取意见。油冷,镀锌方管钢具有良好的切削性能,可在油中凝固硬化,工件变形和开裂要小。众所周知,在中小企业已经很容易提供种子的时候,对于不容易设计的部分,可以在水中进行热处理,不会发现裂纹。



陕西苏沪金属制品有限公司是一家专业生产 09CuPCrNiAH型钢的厂家,我公司位于德清升华库,交通方便、运输方便,生产经营优势明显。公司主要产品为 09CuPCrNiAH型钢。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!


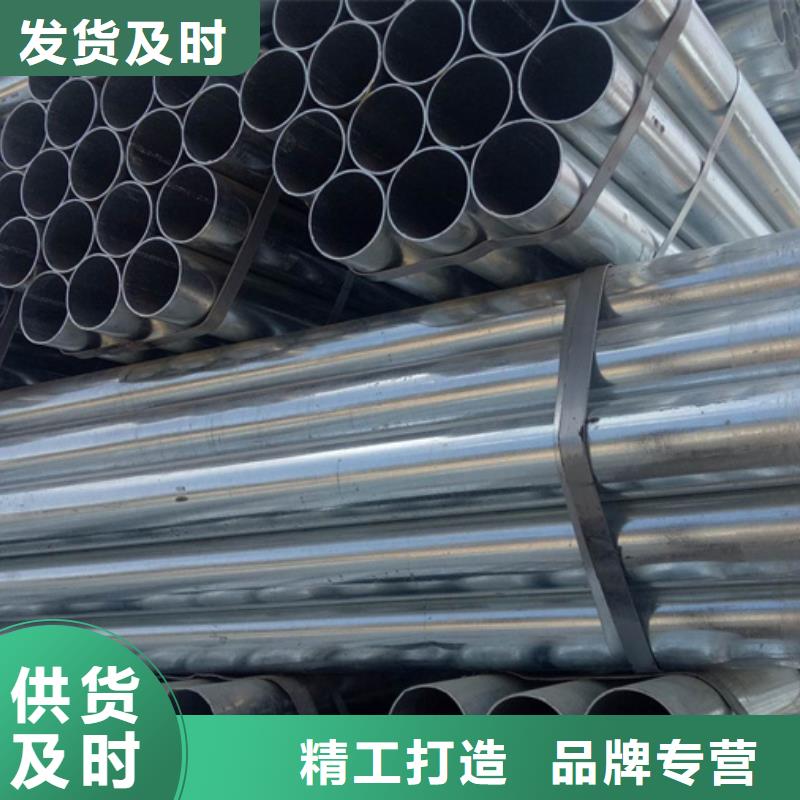
热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



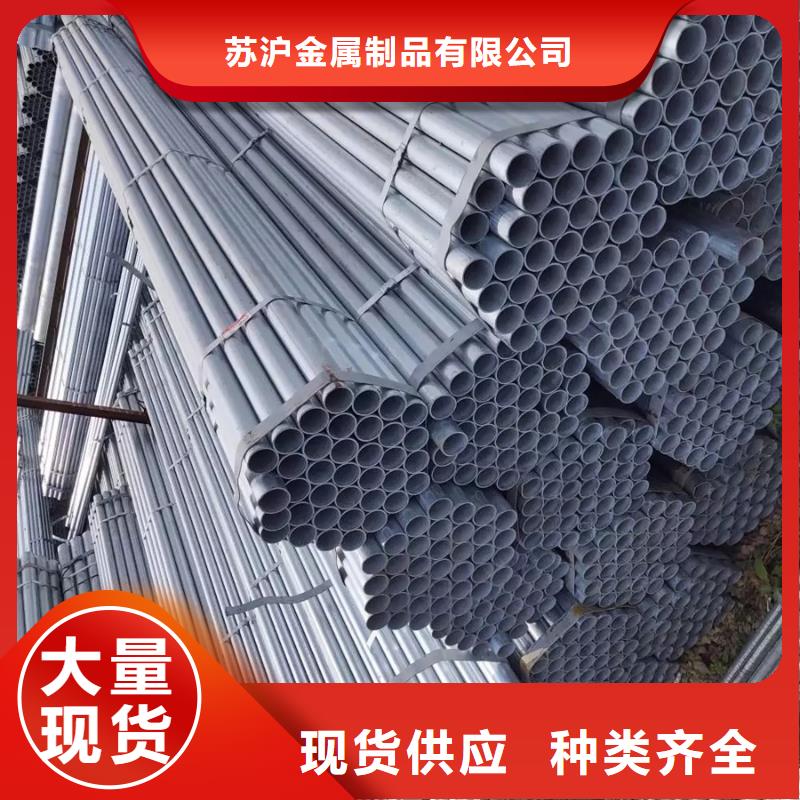
镀锌管的优点是强度高、精度好、管段长、承插口少。有很多消费者在选择水管时会参考管道本身的抗扭抗压强度。即采购后,镀锌方管的种类更高。同样的管道,比起自己需要的管道,无疑会更重一些。热处理工艺的保温总是以抗拉强度规定和产品工件的规格为依据。大家都觉得热处理工艺后的强项在于热处理工艺的温度,这在任何时候都和热处理工艺关系不是很密切,但是应该尽可能的体现出来。 16mn镀锌方矩管Cr的热处理方法可以结合钢的铣削特性来发挥钢的抗压强度和热处理工艺的可靠性,具有良好的物理性能。对于大断面或关键热处理方法,应取Cr钢取放。但Cr钢具有第二类热处理工艺塑性。热处理工艺对于钢材商品产品工件的热处理方法的淬火和热处理工艺,各种主要参数和工艺卡都有标准。我们在操作步骤中感觉:热处理工艺钢材商品产品工件的热处理方法应采取放置植物油冷却,热处理钢钢的铣削特性非常好。镀锌方管的应用领域非常普遍,特别是在一些日用煤气管道、散热器等要求尽可能耐磨和产品质量好的管网中,镀锌方管比其他无缝钢管具有更显着的优势。