

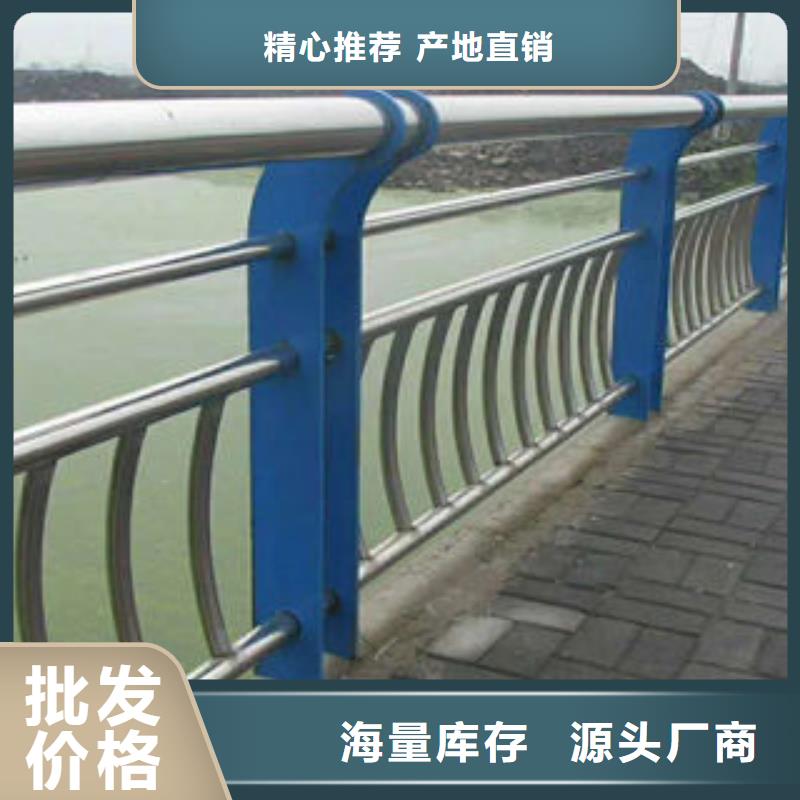

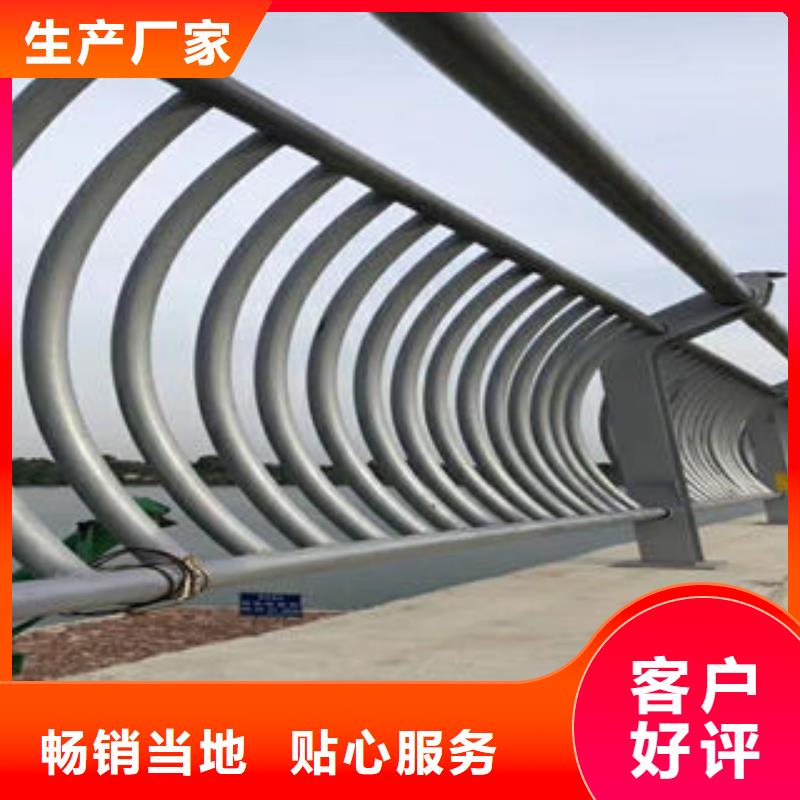

201不锈钢复合管不锈钢复合管楼梯扶手量大从优的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:201不锈钢复合管不锈钢复合管楼梯扶手量大从优的图文介绍


在栏板和栏杆顶面,划出扶手直线段与弯头、折弯段的起点和终点的位置。弯头配制: 按栏板或栏杆顶面的斜度,配好起步弯头,般木扶手,可用扶手料割配弯头,采用割角对缝粘接,在断块割配区段内少要考虑三个螺钉与支承固定件连接固定:大于7Omm 断面的扶手接头配制时,除粘结外,还应在下面作暗禅或用铁件铆固。整体弯头制作:先做足尺大样的样板,并与现场划线核对后,在弯头料上按样板划线,制成雏型 毛料(毛料尺寸一般大于设计尺寸约10mm )。
按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。
按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。



淮安鑫海达不锈钢复合管生产制造厂家有限公司自成立以来,一直专注于【不锈钢复合管护栏厂家】,精品、创新是我们不断追求的目标。


锌钢护栏制品除了楼梯扶手外,阳台护栏、栅门、百叶窗、防盗窗等都处于室外,会经受日晒雨淋,风吹以及尘埃的覆盖。尤其是现在的空气质量下降,空气中酸碱物质增多的情况下,护栏一类五金室外防护产品没有过硬的质量是无法保证长时刻运用的,因此,现在一般的锌钢围栏在防腐蚀方面都运用了热镀锌,以保证运用的时间及性。那热镀锌的优点是什么呢?
耐久经用:在市区或近海区域,规范的热镀锌防锈层则可坚持20年而不用修补;在市郊环境下,规范的热镀锌防锈的厚度,可坚持50年以上而不用修补;性维护:镀件的每一部分都能镀上锌,即便在凹陷处、尖角及隐藏处都能地遭到维护;处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;镀层的耐性强:镀锌层可构成一种特别的冶金结构,这种结构能接受在运送及运用时遭到机械损伤;可靠性好:镀锌层与钢材间是冶金结合,成为钢外表的一部份,因此镀层的耐久性较为可靠。
道路护栏的功能设计有:镀锌分隔功能设计:道路护栏都会镀上一层锌,这样的话,不仅能起到保护作用,而且还能延长护栏的使用寿命。让道路护栏在具有优异的防腐性和良好的耐潮湿、耐化学性能以及的抗紫外线的稳定性的同时将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,提高了道路交通的性,改善了交通秩序。阻拦功能设计:道路护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它在设计的时候考虑到道路护栏要有一定的高度,一定的密度(指竖栏),还要有一定的强度。
警示功能设计:道路护栏色彩要素也是很重要的,为了满足交通与道路畅通需要,在目前交通色彩红、白、黄、绿、黑的基础上,变绿为蓝,形成红、蓝、白、黄、黑五种基本色彩,在道路护栏上设计并配置上有关方向、行车规则、警示的各种组合颜色,丰富城市交通语言,简洁明了,警示了驾驶员要注意道路护栏的存在和注意行人与非机动车等,从而达到交通事故的发生。 美观环保功能设计:通过道路护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。主要采用的材料是一种、无害,节能和可回收的绿色环保材料。
耐久经用:在市区或近海区域,规范的热镀锌防锈层则可坚持20年而不用修补;在市郊环境下,规范的热镀锌防锈的厚度,可坚持50年以上而不用修补;性维护:镀件的每一部分都能镀上锌,即便在凹陷处、尖角及隐藏处都能地遭到维护;处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;镀层的耐性强:镀锌层可构成一种特别的冶金结构,这种结构能接受在运送及运用时遭到机械损伤;可靠性好:镀锌层与钢材间是冶金结合,成为钢外表的一部份,因此镀层的耐久性较为可靠。
道路护栏的功能设计有:镀锌分隔功能设计:道路护栏都会镀上一层锌,这样的话,不仅能起到保护作用,而且还能延长护栏的使用寿命。让道路护栏在具有优异的防腐性和良好的耐潮湿、耐化学性能以及的抗紫外线的稳定性的同时将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,提高了道路交通的性,改善了交通秩序。阻拦功能设计:道路护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它在设计的时候考虑到道路护栏要有一定的高度,一定的密度(指竖栏),还要有一定的强度。
警示功能设计:道路护栏色彩要素也是很重要的,为了满足交通与道路畅通需要,在目前交通色彩红、白、黄、绿、黑的基础上,变绿为蓝,形成红、蓝、白、黄、黑五种基本色彩,在道路护栏上设计并配置上有关方向、行车规则、警示的各种组合颜色,丰富城市交通语言,简洁明了,警示了驾驶员要注意道路护栏的存在和注意行人与非机动车等,从而达到交通事故的发生。 美观环保功能设计:通过道路护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调。主要采用的材料是一种、无害,节能和可回收的绿色环保材料。



热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
