发布时间:2024-08-07 23:20:07 浏览次数:2 公司名称:[沧州]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
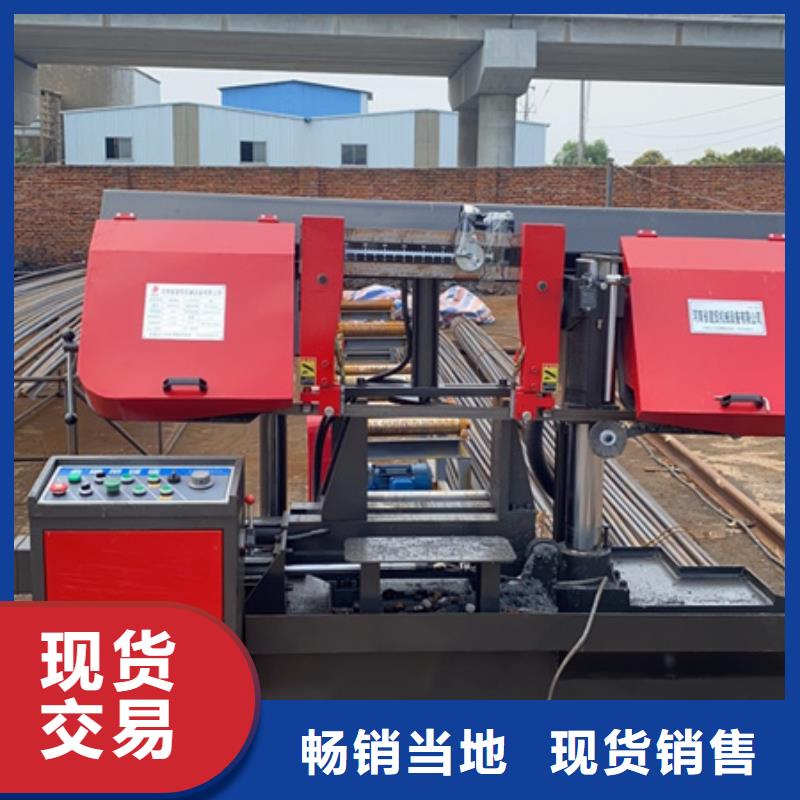
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |





运输说明:考虑到产品运输的安全性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。
关注机床实时讯息,。我企业专业生产液压机、剪板机折弯机、冲床、摇臂钻床、立式钻床、金属带锯床、钻铣床、升降台铣床、普通车床、万向摇臂钻及数控铣床、加工中心等。20多年的产品历练成就今日的辉煌,真诚与新老用户合作。
金属带锯床锯条检测分析
根据金属带锯床对带锯条详细检测分析,使用过程中的锯条出现切斜或者焊口撕裂可能与下面几点因素有关: 通过新、旧带所测的数据判断,虽然部分锯条存在分齿量对称度为内控下差,但结合以往内部试切以及退回新带试切结果分析,并及时清洗掉锯齿上的附加物正确地磨合新带锯条
<沧州>建贸机械设备有限公司 沧州价格合理的金属锯床销售厂家 <沧州>建贸机械设备有限公司
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。

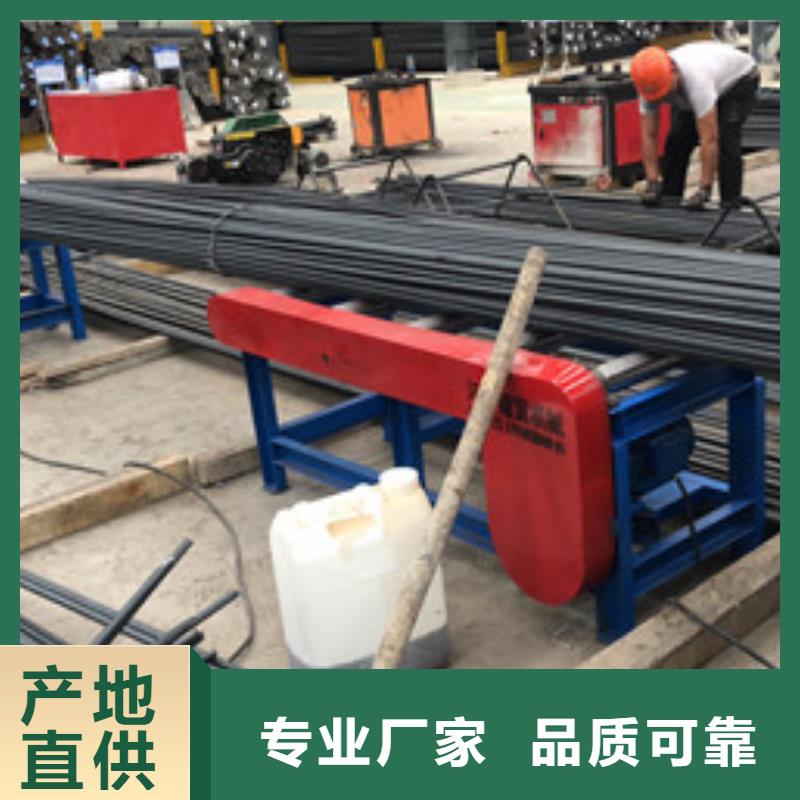
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、高效、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。
我厂专业技术人才云集,生产加工工艺标准,品控体系严格完善,产品采用GB\\T19001-ISO9002国际标准产品品种多门类齐全涉及的领域宽适用面广并能根据客户要求设计特殊规格的机床市场覆盖全国各地部分产品远销国外打入国际市场常年以来深受用户的赞誉. "以至量为基础以市场为向导可客户为中心以服务为宗旨""勇于攀登不断创新"是本厂一贯追求的经营.
服务理念。
我们始终坚持“用户即上帝”的原则,先进的营销管理体系,建立了更加完善的销售服务网络。无论何时、何地都会为您提供最周到、最贴心的服务。服务≠售后≠维修
服务在捷甬达,不是简单的维修,它既是产品销售的 一个环节,又是产品研发的 个环节,它贯穿于产品开发、设计、制造及售前、售中、售后整个企业经营活动的全过程;
服务就是发现用户需求并快速满足的过程;
服务就是要创造用户感动,实现增值。
 jmc
jmc
产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。


