



发布时间:2024-09-10 03:20:43 浏览次数:80 公司名称:[衢州]立兴金属制品
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厚度 | 6mm-200mm |
| 宽度 | 2200或2500 |
| 产地 | 舞钢、鞍钢、安钢、包钢、宝钢 |
| 包装 | 原装 |
| 期货或现货 | 现货 |
| 库存 | 各种规格50吨 |




2.2、具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部分。
2.3、分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。流体输送管, 锅炉厂,工程,机械加工厂。
3.1、按机构性能供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。
3.2、按水压试验供应的国产无缝管必须保证标准所规定的水压试验。
3.3、进口无缝管的物理性能检验按合同规定的有关标准进行。
2、用途 2.1、无缝管用途很广泛。一般用途的无缝管由、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。
2.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。
2.3、专门用途的无缝管有用无缝管及石油用无缝管等多种。
3、种类
3.1、无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
3.2、按外形分类有圆形管、异形管之分。异形管除和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。
3.3、按材质的不同,分为普通碳素结构管、低合金结构管、合金结构管、不锈管等。
3.4、按专门用途分,有锅炉管、地质管、石油管等。
工艺流程
管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--润滑风干--焊头--冷拔-- --酸洗--酸洗--检验--冷轧--去油--切头--风干--内抛光--外抛光--检验-- -成品包装
制造工艺
按生产方法不同可分为热轧管、冷轧管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产是较先进的方法。



衢州立兴金属制品是 堆焊工艺衬板的生产厂家之一,产品销往各地,深受广大用户好评! 我们专业生产 堆焊工艺衬板,在市场需求的引导下,我们不断更新设备、扩大规模,吸取经验,引进先进技术,现今的设备完善、工艺精湛、技术。
我们位于北辰区青光镇韩家墅钢材院内,优越的地理位置,便捷的交通,我们在完善设备的同时,注重科学的管理,从原料入手,层层把关,质量进一步提高。我们愿长期为您提供好产品,完善的服务,随时欢迎您的光临。我们宗旨“用户至上”,竭诚欢迎各界朋友光临惠顾!愿与各界朋友互惠互利,携手并进,共图发展大计。


| 56#c | 560 | 170 | 16.5 | 123.9 |
| 63#a | 630 | 176 | 13 | 121.407 |
| 63#b | 630 | 178 | 15 | 131.298 |
| 63#c | 630 | 180 | 17 | 141.189 |
收起
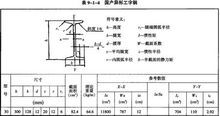
30特工字钢 又称30异工字钢 或30t
工字钢30特是专为葫芦式起重机设计的工字钢,下翼缘加厚,便于葫芦跑车在上运行,其具体尺寸见图:
| 规格 | 高度 | 腿宽 | 腰厚 | 理重 |
| 30t | 300 | 128 | 12 | 64.6 |
弹簧钢板常用牌号有65mn钢板,50crva钢板60si2mn钢板,一般规格在1~30毫米之间。国内产地有鞍钢、宝钢等。有退火与不退火状态。弹簧钢板力学性能
| 序号 | 牌号 | 力学性能 | |
| 抗拉强度 ≤ | 伸长率 δ10(%)≥ | ||
| 1 | 85 | 800 | 10 |
| 2 | 65Mn | 850 | 12 |
| 3 | 55Si2Mn | 950 | 12 |
| 4 | 60Si2Mn | 950 | 12 |


轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的并经传送带送到熔炉内加热。被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入中,通过喷水冷却,钢管经冷却后,就要被矫直。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。

{kind=link}