




我们为您呈现了一部精彩绝伦的直缝管,直缝钢管满足客户所需产品视频,让您感受产品的独特之处。
以下是:直缝管,直缝钢管满足客户所需的图文介绍

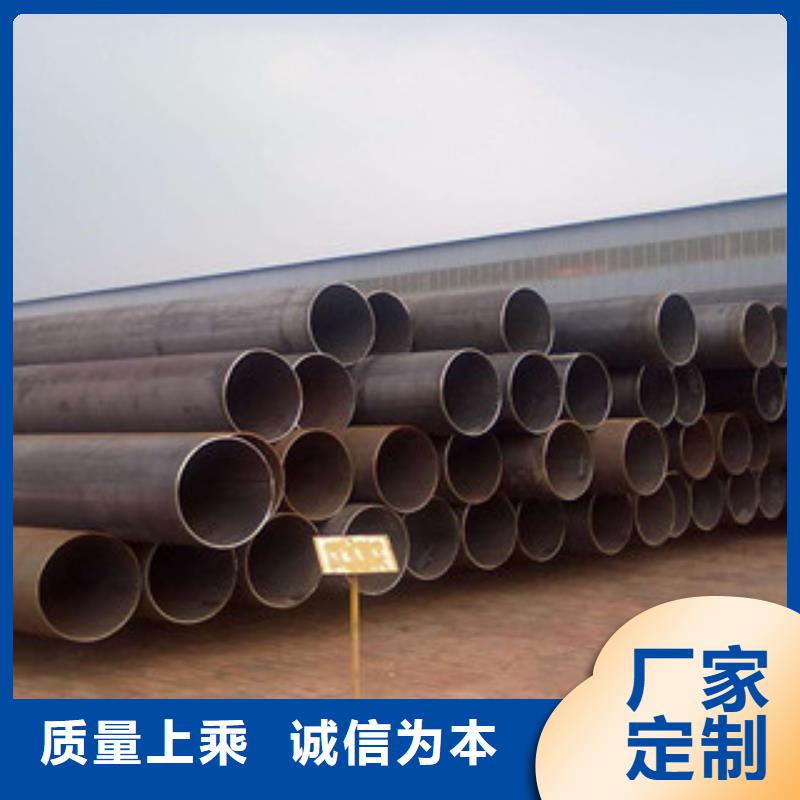
直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。


我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。河南钢兴钢管 有限公司将一如既往的严格执行各项标准,不断提高 【防腐管】产品质量和服务,使我们的 【防腐管】产品成为您的选择,愿我们用优质的 【防腐管】产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。



影响大直径直缝埋弧焊管全长机械扩径质量的因素有很多,其中与扩径成型质量直接相关的关键因素有扩径率、轴向重叠量、扇形块的数目和边缘圆角、扇形块与钢管内壁间的摩擦与润滑、钢管的形状误差、扩胀速度以及扩径机的矫直设置等。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。
(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。


连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。


