



想要更直观地了解钢板,喷漆无缝管源头厂家经验丰富产品吗??产品视频,带你走进产品世界
以下是:钢板,喷漆无缝管源头厂家经验丰富的图文介绍

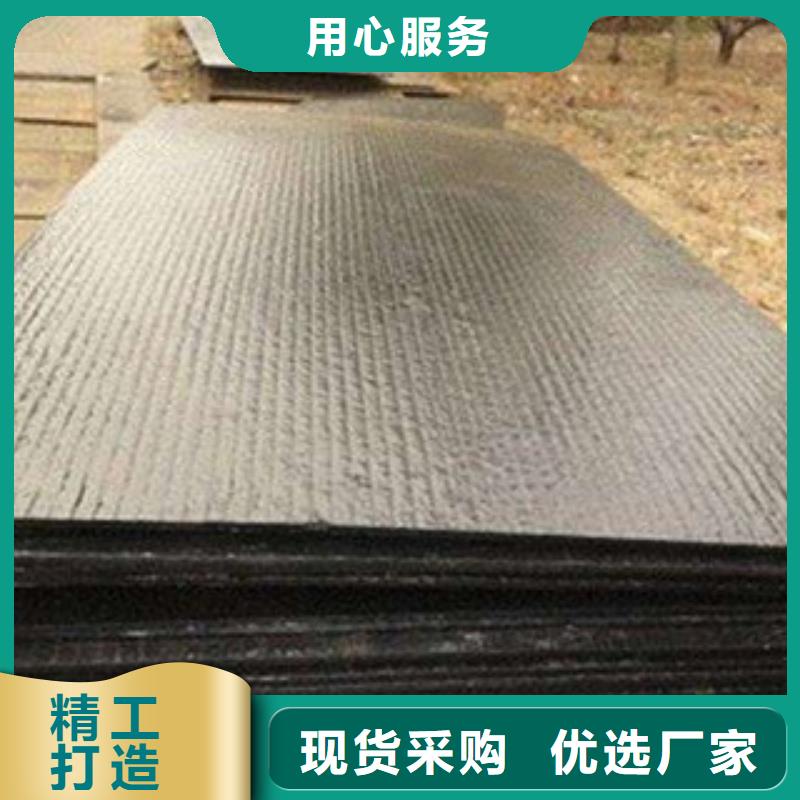
切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。


℃左右热输入26-31KJ/cm气体保护焊 08Mn2SiA+C02预热100℃左右热输入14-17KJ/cm。双金属复合衬板焊接时的材料其中加入Si、Mn增加了钢的强度及耐磨性,C与Mn相配合,使钢具有加工硬化能力,提高抗磨性。Cr、Mo等合金元素可以降低临界冷却速度,促使钢生成马氏体,改善钢的焊接性能
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。



3.很好的耐温性能
复合耐磨板合金碳化物在高温下有很强的稳定性能,复合耐磨板可以在500℃内使用,其他特殊要求温度可以定制生产,能够满足1200℃以内条件下使用;陶瓷、聚氨脂、高分子材料等采取粘贴方式耐磨材料无法满足如此高温要求。
4.很好的连接性能
复合耐磨板基材是普通Q235钢板,保证复合耐磨板具有韧性和塑性,提供抵抗外力的强度,可以采取焊接、塞焊、螺栓连接等多种方式和其他结构进行联系,连接牢固,不容易脱落,连接方式多于其他材料;
5.很好的选择性能
复合耐磨板选择不同厚度基材,堆焊不同层数和厚度的合金耐磨层,可以得到不同厚度和不同用途的钢板, 厚度可达到30㎜以上;



宿州鑫铭万通商贸有限公司是宿州本地一家有较大规模的现代化 喷漆无缝管企业。 喷漆无缝管产品实行严格的科学管理和完善的检验制度,限度的满足用户的需要,特殊规格可按样品、视图纸制造, 喷漆无缝管产品深受国内外客户好评。


激光焊接的工艺及流程,分析了在优化工艺参数下焊接接头的显组织、耐腐蚀性能和力学性能. 显组织分析表明:焊缝窄且宽度均匀,未发现裂纹等缺陷;双面超薄不锈钢复合板的激光双面焊接具有成形性能好,焊缝金属与覆层不锈(略)连接良好.PSP法、CSP法和PSS法的激光焊缝晶粒均比母材的小。
随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。
随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。

