

一分钟的时间,对于了解我们的堆焊耐磨钢板定制厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:堆焊耐磨钢板定制厂家的图文介绍

随着科技进步,自主研发,抚州【多麦金属】高锰耐磨耐候钢板生产厂家迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 40cr钢板产品质量合格、科技管理完善,我们生产的 40cr钢板越来越受到用户的好评,欢迎新老客户来电咨询。


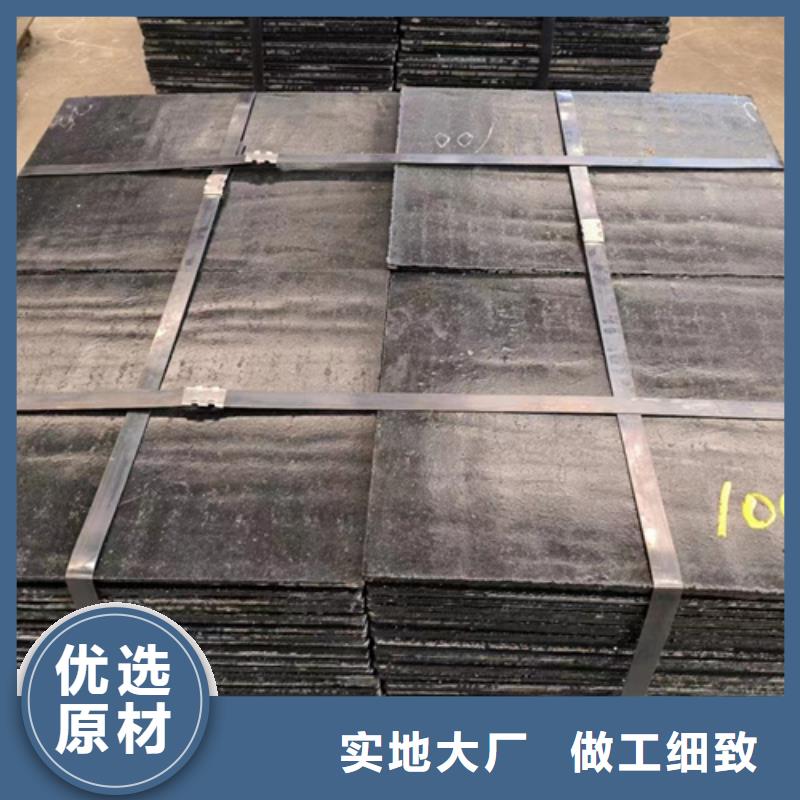
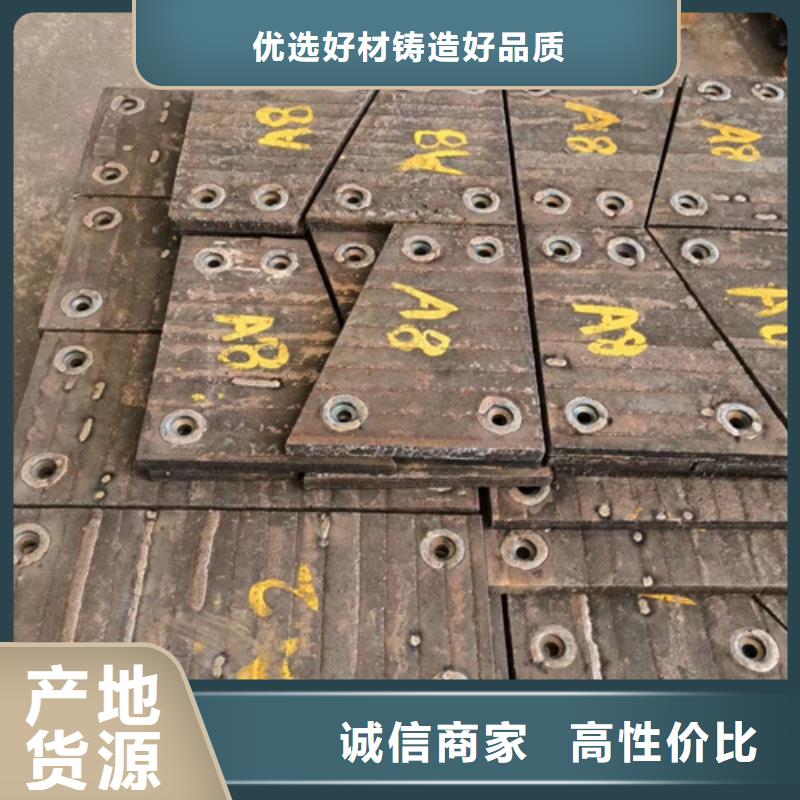
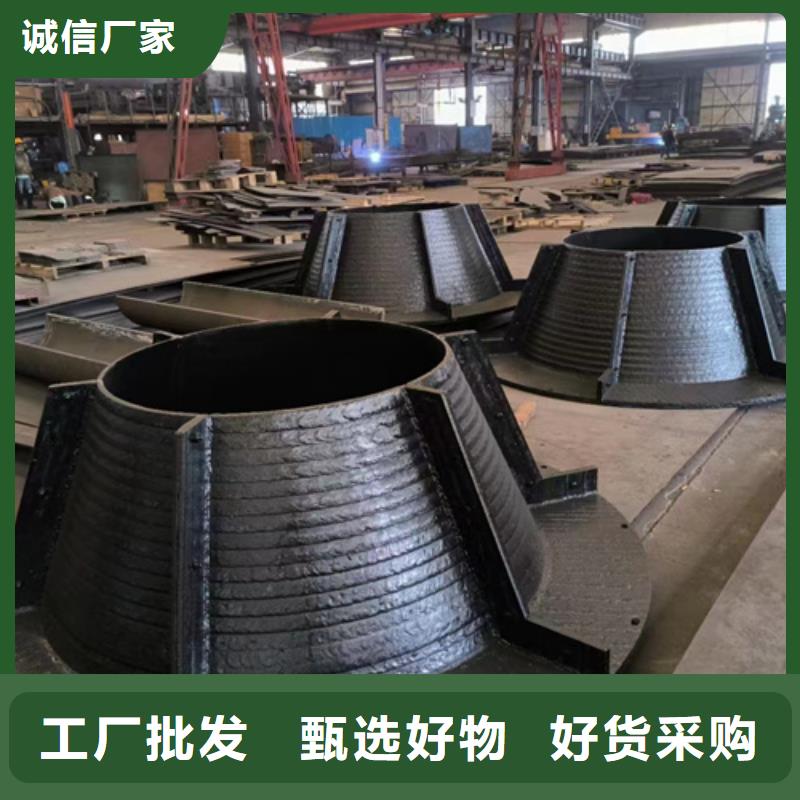
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



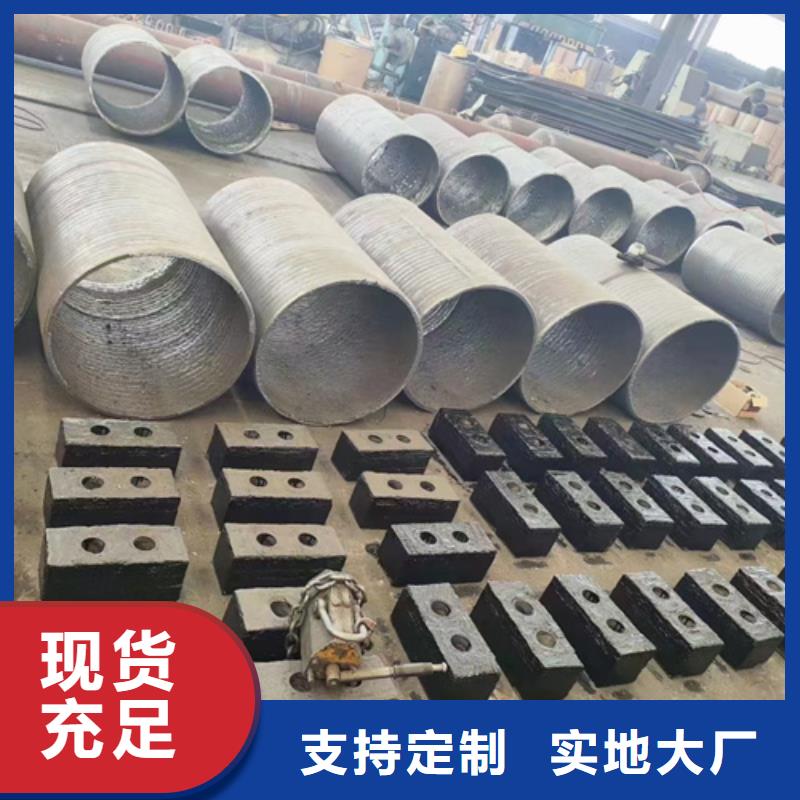
当管道内运送磨削性大的介质时,都存在一个弯头部位磨损快的题目,分外是弯管磨损 快。当管道内运送具有猛烈腐化的气体、同城液体或固体时,存在管道被腐化而很快粉碎的题目。当管道内运送具有较高温度的介质时,存在着利用耐热钢管代价非常昂贵的题目。在弯头上市后,这些题目均解决。管道弯头遍及用于磨损严峻的矿山充填料、同城矿粉和尾矿输送,燃煤火电厂送粉、同城除渣、同城输灰等管道也非常符合。管道是运送猛烈腐化的酸、同城碱、同城盐及磨蚀兼有的固体、同城液体运送的抱负管道。弯头在高温腐化、同城高温磨损或高温熔蚀的场所下利用非常宁静。复合耐磨钢板


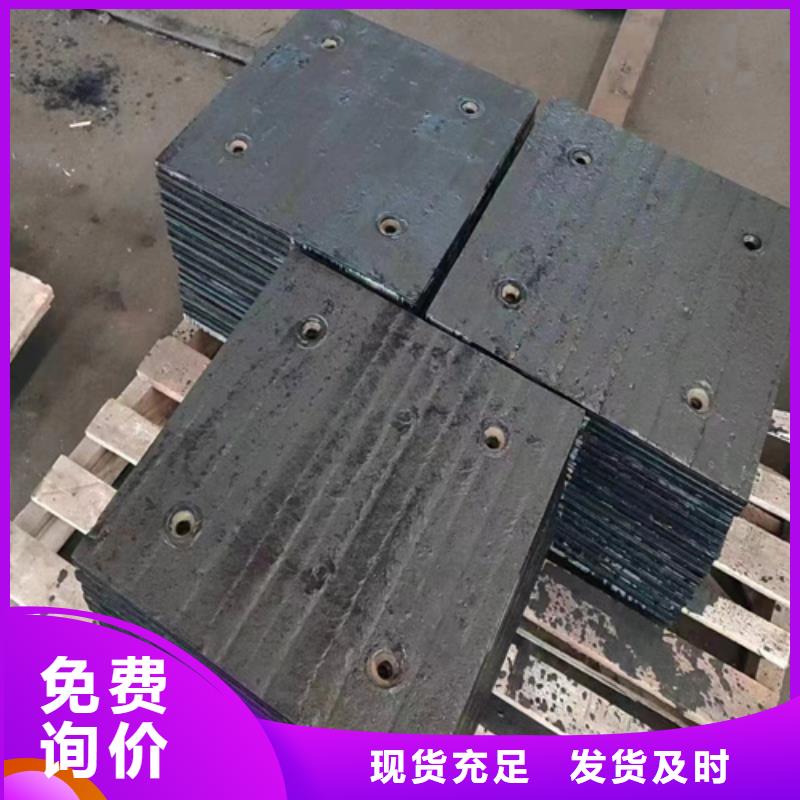
摩擦磨损性能一直是耐磨复合材料性能研究的核心内容。研究内容除制备工艺、附近合金种类、附近增强颗粒种类及加入量、附近试验载荷、附近磨损速度、附近对磨副材质等对耐磨涂层摩擦磨损性能的影响规律外, 还涉及涂层中硬质颗粒与合金之间的相互作用, 以及涂层与被涂覆表面的相互作用。但耐磨复合钢板在使用过程中也存在一些亟待解决的问题, 如复层涂层与基层复合时如何在实现有效结合的同时不形成界面脆性相, 在经历热震时, 如何避免因膨胀系数差别而出现的分层现象等。除了以上问题之外, 目前金属复合板研究发展的方向主要集中在结构优化设计、附近界面控制、附近评价以及板型质量控制等方面。另外, 开发复合材料成分、附近组织、附近工艺与性能关系相关, 仿真软件成为复合板研发的必然趋势。复合耐磨钢板



