


天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!


双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。



湛江鑫铭万通商贸有限公司是 喷漆无缝管的生产厂家之一,产品销往各地,深受广大用户好评! 我们专业生产 喷漆无缝管,在市场需求的引导下,我们不断更新设备、扩大规模,吸取经验,引进先进技术,现今的设备完善、工艺精湛、技术全面。
我们位于北辰区北辰大厦4-1012,优越的地理位置,便捷的交通,我们在完善设备的同时,注重科学的管理,从原料入手,层层把关,质量进一步提高。我们愿长期为您提供好产品,完善的服务,随时欢迎您的光临。我们宗旨“用户至上”,竭诚欢迎各界朋友光临惠顾!愿与各界朋友互惠互利,携手并进,共图发展大计。


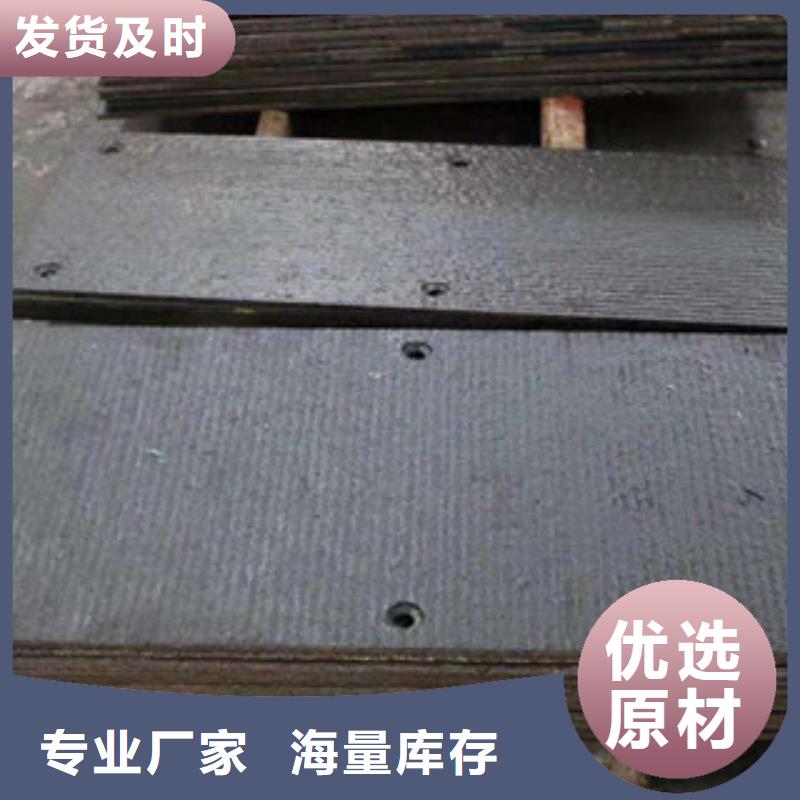
(4)严防碳钢或低合金钢焊条焊接在高硬度双金属复合耐磨钢板上或过渡层焊条焊在复层面上。
(5)焊接过渡层时,为减小稀释率,在保证焊透的条件下,应尽可能采用小直径焊条,高硬度双金属复合耐磨钢板并采用小规范反极性进行直道焊,以降低基层对过渡层焊缝的稀释。
(6)焊接的关键是提高焊缝一次合格率,减少返修次数。因为焊接接头的高硬度双金属复合耐磨钢板组织和性能十分不均匀,焊缝返修时经常产生热裂纹。
(7)不锈钢设备接触介质的一面焊缝应尽可能 焊接。
(8)严格控制不锈钢表面机械损伤和飞溅物。



