
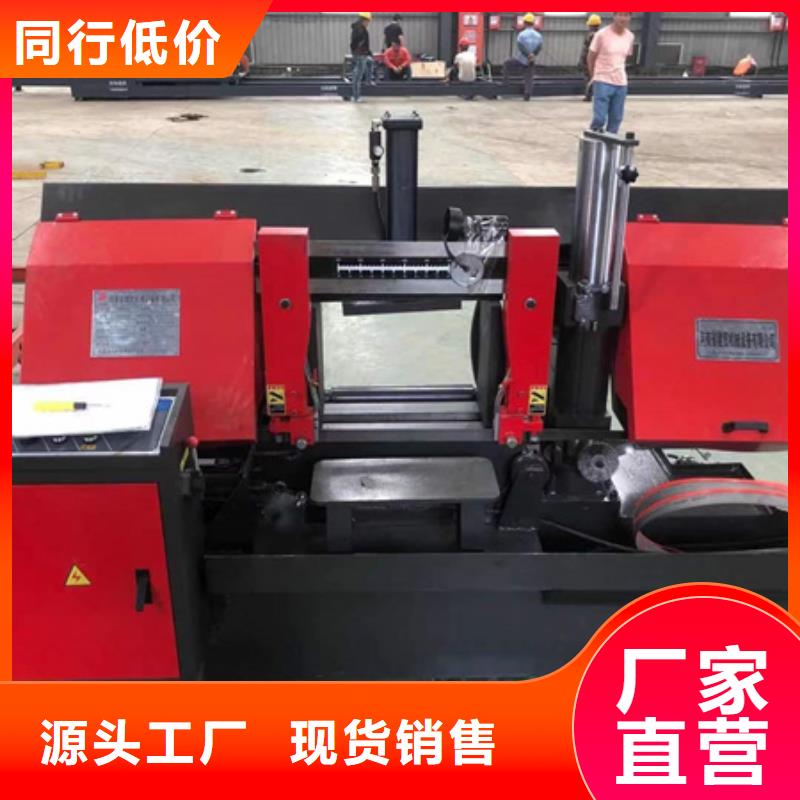




GZ4220数控锯床特点
1. 设备采用双立柱结构,整机结构合理,性能稳定。
2. 设备自动化程度高,采用数字光栅尺的送料控制系统,实现送料高精度。是大批量下料的理想设备。
3. 采用触摸屏PLC控制系统,设定锯切全过程的自动程序(自动定尺送料-自动夹紧-自动锯切),可预计5组锯切工艺参数,使操作更加智能化。
4. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定。
5. 采用液压双油缸的夹紧方式。
6. 根据加工需求,可定做锯带液压张紧及变频无极调速。
7. 采用行程开关控制,液压自动送料功能。
8. 设备带有断锯条保护功能,在锯条断开的时候机床自动停机。
 建贸机械设备有限公司
建贸机械设备有限公司
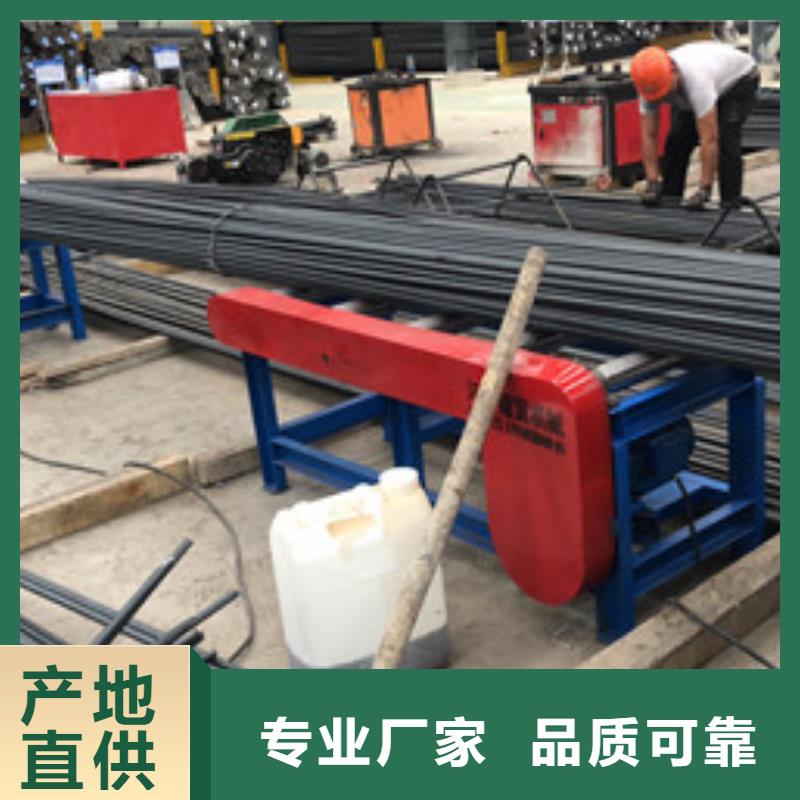
 保定供应批发金属切割锯床厂家
保定供应批发金属切割锯床厂家
 jmc
20683
jmc
20683
5、锯床排屑钢丝刷停止工作或过 度 磨损,主要表 现 在加工过 程 中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导 致 切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。
6、切削液使用浓度过低,不能很好的降 低 齿尖局部热量,没有起到维 护 锯条的作用。
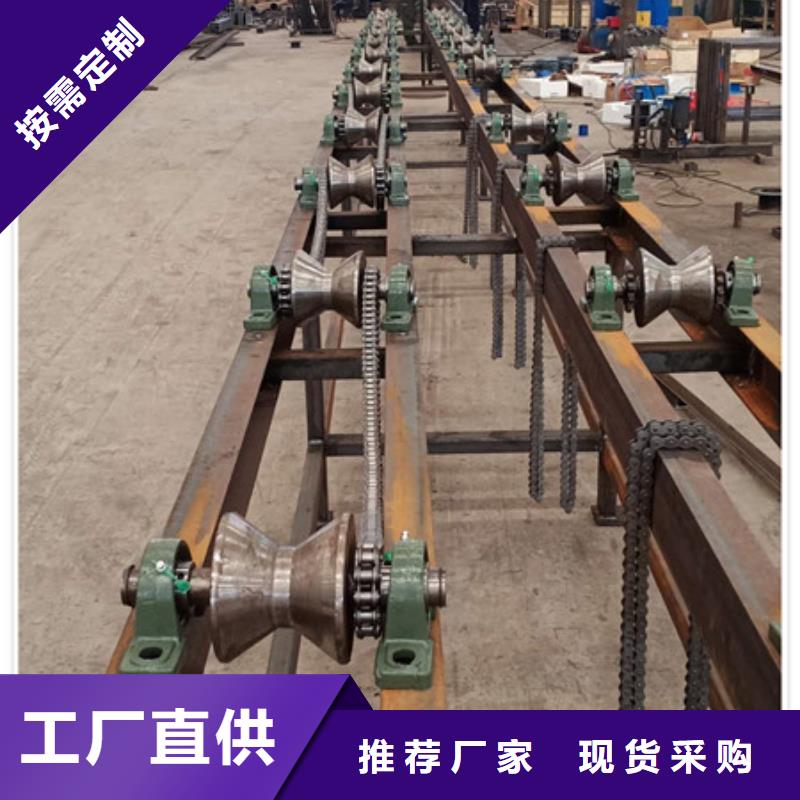
锯床加工化、范围扩大化。提 高 锯切效率,尤其是提 高 厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2 min。大大提 高 生产效率,改 善 了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。
安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。
